- Sonotrode
-
Sonotroden sind Werkzeuge, die durch das Einleiten von hochfrequenten mechanischen Schwingungen (Ultraschall) in Resonanzschwingungen versetzt werden. Sie stellen die Verbindung vom Ultraschallgenerator zum Werkstück her und passen die Ultraschallschwingung an die Bearbeitungsaufgabe an (Impedanzanpassung).
Sonotroden werden beim Ultraschallschweißen eingesetzt, um in den Füge- oder Kontaktzonen auf Grund verschiedener Prozesse eine dauerhafte Verbindung der Bauteile herzustellen.
Weiterhin werden sie beim Ultraschallschwingläppen zur Übertragung der Schwingung auf das eigentliche, abbildende Werkzeug verwendet.
Sonotroden werden gewöhnlich aus Aluminium, Titan oder Stahl gefertigt, ihre Geometrie ist abhängig von der durch den eingesetzten Generator bereitgestellten Frequenz und von der Bearbeitungsaufgabe.
Ordnungsgemäß funktionierende Sonotroden müssen einer ganzen Reihe von Anforderungen genügen. Die wichtigsten sind:
Inhaltsverzeichnis
Geometrische Form der Arbeitsfläche
Die Sonotrode hat als einziges Bauteil einer Ultraschall-Schweißmaschine direkten Kontakt zum Schweißteil. Ihre Arbeitsfläche muss deshalb so gestaltet sein, dass die Ultraschallschwingungen optimal in die Fügezone eingeleitet werden und Abdrücke auf den Bauteilen vermieden werden. In der Regel werden die mechanischen Schwingungen senkrecht in die Fügezonen des Schweißteils eingeleitet.
Unterschiedliche Anwendungen erfordern unterschiedliche Bauformen von Sonotroden:
-

Rechteck-Stufe mit zwei Slots, 35 kHz, Stahl
-

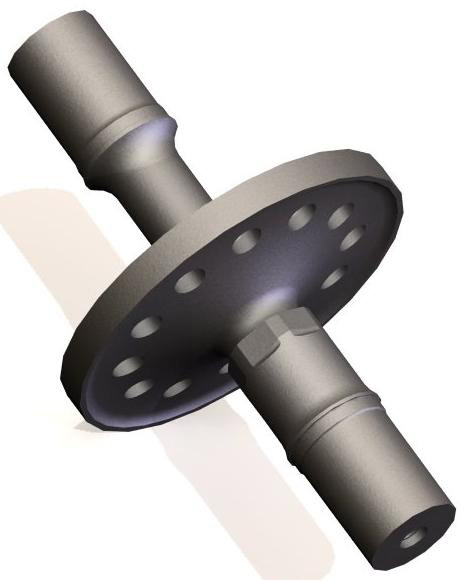
Katenoidale Form mit Nietgeometrie, 20 kHz, Stahl
-

Sonderform mit Festkörpergelenk, 20 kHz, Titan
-

Rotationssonotrode zum Ultraschall-Rollnahtschweißen, 35 kHz, Aluminium
-

Zylinder-Stufe mit Schneide, 35 kHz, Stahl
-

Sonderform mit Schneide, 30 kHz, Stahl
Frequenz
Eine Sonotrode ist in der Regel so konstruiert, dass ihre Resonanzfrequenz mit der vom eingesetzten Generator zur Verfügung gestellten Frequenz übereinstimmt.
Schwingungsform
Die Ultraschallschwingung muss eine bestimmte Richtung aufweisen. Ein Körper kann viele Resonanzfrequenzen mit den unterschiedlichsten Schwingungsformen haben. Beim Ultraschallschweißen muss die Schwingungsrichtung meist longitudinal sein, also senkrecht auf das Werkstück wirken. Nur so kommt die mechanische Energie tatsächlich in der Wirkzone an.
Beim Ultraschall-Drahtbonden ist die Schwingungsrichtung oft quer zur Fügefläche gerichtet, um durch Reibung die bestehenden Oxidschichten des hierfür verwendeten Aluminium-Bonddrahtes aufzureißen.
Nulllinie
Aufgrund des Ausbreitungsverhaltens von Schallwellen in Körpern müssen Sonotroden eine Zone geringster Ausdehnung haben. Diese Zone ist die sog. Nulllinie. In ihr dürfen kaum Schwingungen nachweisbar sein.
Amplitude
Die Amplitude ist die Schwingweite einer Sonotrode an ihrer Arbeitsfläche, sie wird in µm (Mikrometer) angegeben. Die Größe der Amplitude wird beeinflusst von der Ausgangsamplitude, die der Konverter bereitstellt, und von der jeweiligen Verstärkung durch den Booster (Transformationsstück) und die Sonotrode selbst.
Die benötigte Amplitude wird unter anderem durch das Schmelzverhalten der eingesetzten Kunststoffe bestimmt und kann erheblich schwanken. Bei der Konstruktion der Sonotrode ist die benötigte Amplitude unter Berücksichtigung der zur Verfügung stehenden Booster zu berücksichtigen.
Die wichtigsten üblicherweise einstellbaren Parameter beim Ultraschallschweißen sind die Schweißzeit, die einzubringende Energie und der Anpressdruck der Sonotrode auf das Schweißteil. Stellt jedoch die Sonotrode beispielsweise eine zu geringe Amplitude zur Verfügung, wird der Schweißprozess nicht oder nur unzureichend gelingen.
Amplitudenverteilung
Ist eine Sonotrode falsch konstruiert, kann die Amplitude an der Arbeitsfläche an unterschiedlichen Stellen unterschiedlich groß sein. Das führt zu einem schlechten Schweißbild oder gar zu Fehlschweißungen.
Leerlaufleistung
Mit Leerlaufleistung ist die Leistungsaufnahme gemeint, die erforderlich ist, um eine Sonotrode in Resonanzfrequenz frei zum Schwingen zu bringen. Ist zum Beispiel der Anteil an unerwünschten Querschwingungen zu hoch, ist eine hohe Leerlaufleistung erforderlich.
Hohe Leerlaufleistungen sind zu vermeiden; sie sind ein Hinweis auf schlechte Sonotrodenqualität, die Schweißung wird nicht optimal und die Lebensdauer der Sonotrode wird eingeschränkt sein.
Es gibt bei der Entwicklung von Sonotroden eine ganze Reihe von Anforderungen, die erfüllt werden müssen. Hinweise auf eine fehlerhafte Konstruktion, auf falsche Schwingungsformen oder auf einen zu hohen Anteil an unerwünschten Querschwingungen können unter anderem sein:
- hohe Leerlaufleistung
- die Sonotrode wird warm
- großer Verschleiß an der Arbeitsfläche
- geringe Lebensdauer.
In der betrieblichen Praxis ist ohne entsprechende Messmittel die Qualität von eingesetzten Sonotroden praktisch nicht bestimmbar. Darüber hinaus gibt es, im Gegensatz zu den meisten anderen Werkzeugen, bislang keine verbindlichen Qualitätsmerkmale oder gar Normen für diese Schweißwerkzeuge.
Weblinks
Kategorien:- Schweißwerkzeug
- Zerspanen
-




Wikimedia Foundation.