- Schlauchfolie
-
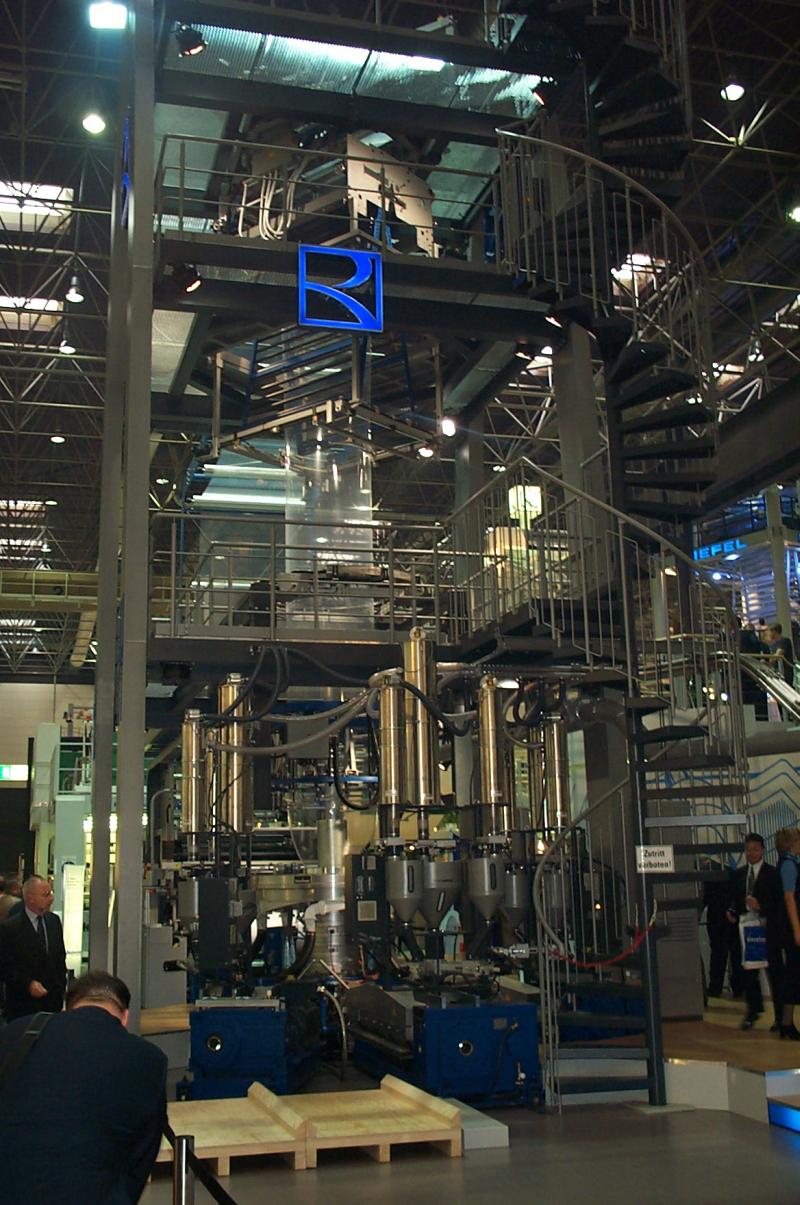
 Gesamtansicht einer Blasfolienanlage auf der Messe K'01 in Düsseldorf
Gesamtansicht einer Blasfolienanlage auf der Messe K'01 in DüsseldorfUnter dem Begriff Blasfolie versteht man Folien aus thermoplastischen Kunststoffen, welche mit Hilfe einer Blasfolienanlage gefertigt werden.
Inhaltsverzeichnis
Folieneigenschaften
Blasfolien zeichnen sich aus durch eine außerordentlich starke Haltekraft der Folie sowie eine besonders hohe Durchstoß- und Weiterreißfestigkeit. Daneben sind diese Folien grundsätzlich auf einer Seite glatt, so dass ein Aufscheuern von verpackter Ware vermieden wird.
Aufbau einer Blasfolienanlage
Extruder
Der wichtigste Bestandteil einer Folienanlage ist der Extruder. Er ist von der Funktionsweise her mit einem Fleischwolf vergleichbar. In einem Zylinder (beheiztes Metallrohr) dreht sich eine Schnecke, deren Aufgabe es ist, die Förderung des Materials zu bewerkstelligen. Im Einzugsbereich wird das Kunststoffgranulat über einen Trichter aufgegeben, im weiteren Verlauf der Förderung durch den Extruder aufgeschmolzen und gemischt. Je nach Ausführung der Anlage und verarbeitetem Material entstehen direkt vor der Schneckenspitze Drücke um die 600 bar. Gängige Verarbeitungstemperaturen reichen von 150°C (LDPE) bis ca. 250°C (HDPE). Durchsätze je nach Extrudergröße von 5 kg/h bis 1500 kg/h. Ein Extruder mit einem Schneckendurchmesser von 60 mm erreicht bei LDPE und einer Schneckendrehzahl von 200 U/min einen Durchsatz von etwa 200 kg/h (Förderrate 1 -> 1 kg pro Umdrehung und Stunde).
Werkzeug
 Innenleben eines 3-Schicht-Schlauchfolienwerkzeuges
Innenleben eines 3-Schicht-SchlauchfolienwerkzeugesNach dem Extruder wird die Schmelze durch ein Werkzeug mit Ringdüse gedrückt. Der entstehende Schmelzeschlauch wird mit Luft aufgeblasen und durch Kühlluft von außen und ggf. von innen gekühlt. Hier werden auch Breite und Stärke der Folie festgelegt. Der abgekühlte Folienschlauch wird flachgelegt und anschließend aufgewickelt. Stand der Technik sind Folien mit bis zu 7 verschiedenen Schichten, die im Blaskopf übereinander gelegt werden. Das Foto zeigt drei ineinander gestapelte Schmelzewendelverteiler eines Dreischicht-Blaskopfes der Firma Reifenhäuser.
Kühlung
Mit Hilfe eines Kühlringes wird der aus dem Werkzeug austretende Schmelzeschlauch von außen gleichmäßig abgekühlt. Bei großen Anlagen wird der Schlauch gleichzeitig von innen gekühlt, d.h. es findet ein Luftaustausch im Inneren der Blase statt. Im unteren Bereich strömt kalte Kühlluft in die Blase, die mittlerweile erwärmte Luft wird nach ca. 4m oben durch ein Rohr in der Blase abgesaugt. Hierbei wird die Regelung der Kühlzu- und Abluft durch 3 Ultraschallsensoren geregelt, die den Durchmesser der Blase konstant halten. Zur Stabilisierung der Blase dient ein Kalibrierkorb mit Teflon- oder Filzröllchen, der die Blase einklemmt. Die Blasenform (konventionelle Fahrweise oder langer Hals) wird durch Material, Werkzeug und Kühlung bestimmt.
Flachlegung/Abzug
Bei Verarbeitung von HDPE besteht die Flachlegung aus Holzlatten, bei LDPE überwiegend aus Rollen. Das Abziehen der Folienbahn geschieht durch motorisch angetriebene Gummiwalzen am oberen Ende der Flachlegung. Durch die Abzugsgeschwindigkeit wird die Dicke der Folie festgelegt. Die endgültige Folienstärke wird noch im thermoplastischen Bereich des Kunststoffes bestimmt (unterhalb des Kalibirierkorbes). Bei der Herstellung lässt es sich nicht vermeiden, dass minimale Dickentoleranzen über den Blasenumfang entstehen, die sich beim Aufwickeln summieren würden. Um diese sog. Kolbenringe zu verhindern und einen glatten Folienwickel herstellen zu können, wird die gesamt Flachlegeeinheit incl. Abzug um 360° vor- und wieder zurückgedreht (reversiert), und somit die Dick- bzw. Dünnstellen gleichmäßig über den Umfang verteilt. Alternativ sind auch Anlagen bekannt, bei denen der Blaskopf drehbar gelagert wird. Hierbei ist der Abzug fixiert und die Reversierung und damit die Dickenverteilung geschieht über die Blaskopfdrehung. Blasfolienanlagen können eine Höhe von über 15 m erreichen.
 Wendestangensystem
WendestangensystemWendestangensystem
Da die Folienbahn durch die Reversierung nach dem Verlassen des Abzuges um bis zu 360° gedreht sein kann, muss sie mit Wendestangen (horizontal oder vertikal) wieder in eine Lage gebracht werden, wo sie im feststehenden Teil der Anlage weitertransportiert werden kann.
Wickler
 Wickler
WicklerNachdem die flachgelegte Folienbahn über Umlenkwalzen wieder ins Erdgeschoss geführt wird, muss sie noch aufgewickelt werden. Im Regelfall wird der flachgelegte Folienschlauch mittels Rasierklingen an den Rändern beschnitten und die zwei entstehenden Folienbahnen auf zwei Wickelstellen getrennt gewickelt. Es gibt je nach Wicklerkonfiguration folgende Wickelmöglichkeiten: Kontakt, Spalt und Zentral. Im Anschluss daran kann man die Folienrollen z.B. zu Beutel als Laminierfolie oder auch als Folie zum Bedrucken im Flexo- oder Tiefdruckverfahren verwenden.




Wikimedia Foundation.