- Endmaße
-
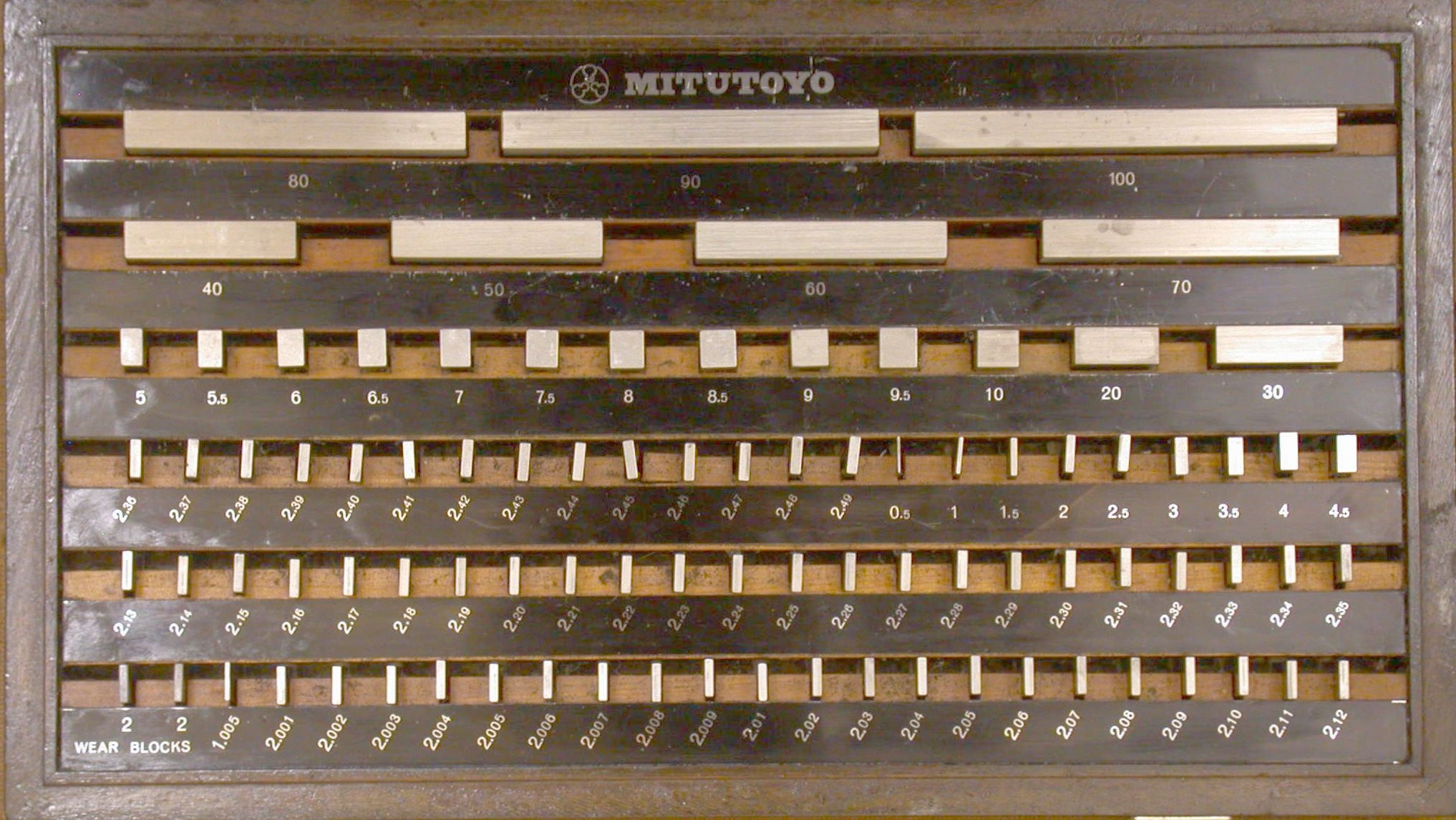
 Satz aus mehreren Parallelendmaßen
Satz aus mehreren ParallelendmaßenEndmaße sind kleine Blöcke zum Prüfen und Kalibrieren von Messgeräten und Prüfmitteln oder dienen als sekundäre Normale zum direkten Messen. Sie bestehen aus Stahl, Hartmetall oder Keramik und verkörpern eine bestimmte Länge mit einer hohen Genauigkeit (Maßverkörperung). Endmaße gibt es in verschiedenen Formen, beispielsweise als Parallel-, Winkel-, Kugel- oder Zylinderendmaße.
Endmaße werden meistens in Sätzen mit unterschiedlichen Längen und Abstufungen verkauft, so dass man für gewöhnlich vom Plural Endmaße spricht.
Inhaltsverzeichnis
Geschichte
Die Endmaße wurden vom Schweden Carl Edvard Johansson erfunden. Er arbeitete in der staatlichen Waffenfabrik Carl Gustav und beschäftigte sich mit den hohen Kosten für die Vermessung des Remington-Gewehrs, da für jede neue Länge eine neue Messlehre hergestellt werden musste. Als Schweden 1894 den Mauser-Karabiner einführte, war Johansson sehr an einer Analyse der Messmethoden Mausers interessiert. Ein Besuch in der Mauser-Fabrik in Oberndorf führte allerdings zu einer Enttäuschung. Auf dem Weg nach Hause dachte Johansson über das Problem nach und entwickelte die Idee, mehrere einzelne Lehren miteinander zu verbinden, um so die Anzahl der benötigten Lehren zu minimieren. So kann zum Beispiel aus einer Kombination der vier Lehren mit den Längen 1, 2, 4 und 8 mm jede Länge zwischen 1 und 15 mm gebildet werden.
Johansson fand heraus, dass die Blöcke mit ein wenig Fett zusammenhaften, wenn die Oberflächen zweier gegenüberliegenden Seiten sehr flach und parallel sind. Die Breite dieser Verbindungsschicht betrug ungefähr 25 nm, was für damalige Toleranzen so klein war, dass die Blöcke ohne Korrekturen aneinander gehaftet werden konnten. Letztendlich wurde die Verbindungschicht als Teil des Blocks definiert, so dass das Zusammensetzen unendlich vieler Blöcke ohne Ausgleich geschehen konnte.
Zu Hause baute Johansson die Nähmaschine seiner Frau zu einer Reib- und Läppmaschine um. Seine Frau stellte auch die ersten Sätze zu Hause her. Als Johansson seine Entwicklung seinem Arbeitgeber Carl Gustav präsentierte, stellte dieser ihm Zeit und Mittel zur Verfügung, um die Idee weiterzuentwickeln. 1901 ließ er sein Produkt patentieren.
In Amerika wurde die Idee mit Begeisterung von Henry Ford aufgegriffen. Schließlich wurde der Gebrauch der Endmaße als wichtigstes Verfahren zur Übertragung von Längen in der Industrie angenommen. Anfang des Ersten Weltkrieges waren Endmaße für die amerikanische Industrie bereits so wichtig, dass die Regierung Schritte unternehmen musste, um die Versorgung aufrechtzuerhalten. Da die einzige Versorgung von Europa aus erfolgte, wurde diese nach Ausbrechen des Krieges unterbrochen.
1917 schlug Erfinder William Hoke dem NBS (National Bureau of Standards, heute National Institute of Standards and Technology) eine Methode zur Herstellung von Endmaßen vor, die mit denen von Johansson vergleichbar waren.
Danach wurden von der Artillerieabteilung Geldmittel bereitgestellt, um 50 Sätze mit jeweils 81 Blöcken für das NBS herzustellen. Diese Blöcke waren zylinderförmig und hatten in der Mitte ein Loch, das zur markantesten Eigenschaft des Designs zählte. Endmaße mit diesen Löchern werden auch als Hoke-Blöcke bezeichnet.
Parallelendmaße
Parallelendmaße sind quaderförmige Blöcke mit einer sehr hohen Längengenauigkeit. Durch eine hohe Oberflächengüte lassen sie sich an den Enden zu verschiedenen Längen zusammensetzen, indem sie durch die Adhäsionskraft zusammengehalten werden. Das Zusammensetzen wird auch als Anschieben oder Ansprengen bezeichnet. Stahlendmaße sollten spätestens nach acht Stunden wieder voneinander getrennt werden, da sie zum Kaltverschweißen neigen.
Parallelendmaße stellen die Längenmaßverkörperungen mit den kleinsten Messunsicherheiten dar. Bei Kalibrierung in einem Nationalen Metrologischen Institut (NMI) werden Messunsicherheiten von etwa 20 bis ca 50 nm erreicht. Das deutsche NMI ist die Physikalisch-Technische Bundesanstalt (PTB) in Braunschweig.
Ein Normalsatz Endmaße, wie er in vielen metallverarbeitenden Werkstätten verwendet wird, besteht aus fünf Reihen mit jeweils neun Endmaßen. Folgende Tabelle zeigt die Reihen und ihre Abstufungen (alle Maße in mm).
Reihe Endmaßlänge Stufung der Blöcke 1 1,001–1,009 0,001 2 1,01–1,09 0,01 3 1,1–1,9 0,1 4 1–9 1 5 10–90 10 Mit diesem Normalsatz lassen sich alle möglichen Längen kombinieren. Wegen der Gesamtabweichung sollten Endmaßkombinationen aber aus möglichst wenigen Endmaßen bestehen.
Stufenendmaße
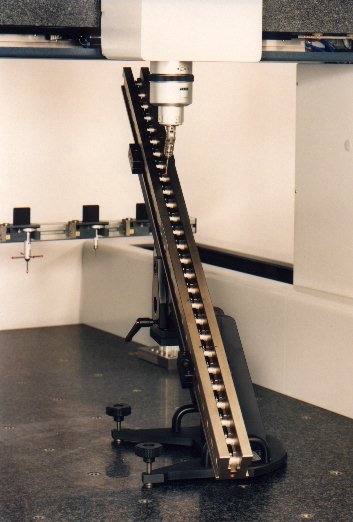
 Handelsübliches Stufenendmaß (KOBA Step) bei der Überprüfung
Handelsübliches Stufenendmaß (KOBA Step) bei der ÜberprüfungStufenendmaße stellen ebenfalls eine Längenmaßverkörperung dar. Sie haben auf einer Geraden mehrere Messflächen, so dass mit einem Normal verschiedene Längen dargestellt werden. Sie bestehen typischerweise aus einem Tragkörper und darin befestigten Körpern mit planparallelen Flächen. Die Körper können auch aus Parallelendmaßen bestehen. Stufenendmaße werden häufig zum Kalibrieren und Prüfen von Messgeräten wie z. B. 3D-Koordinatenmessgeräten eingesetzt.
Werkstoffe
- Endmaße aus Stahl sind die Gebräuchlichsten, da sie die meisten Anforderungen erfüllen und günstig sind. Nachteilig wirkt sich der hohe Pflegebedarf auf die Handhabung aus.
- Endmaße aus Hartmetall haben eine 20-fach höheren Verschleißwiderstand, jedoch eine um 50 % geringere Wärmeausdehnung als Stahl, was bei Temperaturen außerhalb der Normtemperatur von 20 °C zu Messfehlern durch unterschiedliche Wärmeausdehnungskoeffizienten führt, wenn die Prüflinge aus Stahl sind.
- Endmaße aus Keramik haben eine sehr hohe Verschleißfestigkeit, eine stahlähnliche Wärmeausdehnung und ein geringes Gewicht. Zudem bedürfen sie keiner besonderen Pflege.
Normung
Endmaße sind nach DIN EN ISO 3650 genormt und werden in vier Toleranzklassen hergestellt, die folgenden Anwendungsgruppen zugeordnet werden können:
Klasse Anwendung K Endmaß-Bezugsnormale, diese werden vorwiegend zum Kalibrieren anderer Endmaße eingesetzt 0 Kalibrieren anderer Lehren und Messgeräte im klimatisierten Messlabor 1 Meistverwendetes Gebrauchsnormal im Messraum für die Prüfung von Lehren und zum Einstellen von Messgeräten 2 Meistverwendetes Gebrauchsnormal in der Fertigung für die Prüfung von Lehren und zum Einstellen von Messgeräten Weblinks
- The Gauge Block Handbook Englisches Handbuch zu Endmaßen vom National Institute of Standards and Technology (NIST)
- Endmaße - Die wichtigsten Informationen auf einen Blick Informationsblatt der Firma Hahn+Kolb
Wikimedia Foundation.