- Gewindeschneiden
-
 Gewinde
GewindeUnter Gewinde versteht man eine profilierte Einkerbung, die fortlaufend wendelartig um eine zylinderförmige Wandung – innen oder außen – in einer gewundenen Schraubenlinie verläuft. Diese „Kerbe“ wird als Gewindegang bezeichnet. Diese Umsetzung des Prinzips der schiefen Ebene erlaubt das Erzeugen großer Längskräfte bei moderaten Umfangskräften. Schrauben erzeugen dadurch ihre Haltekraft bzw. dort wo Lasten bewegt oder Drücke erzeugt werden, die entsprechenden Kräfte (Spindelpresse, Weinpresse, Wagenheber).
Bauteile mit Außengewinde (z. B. Schrauben) und Bauteile mit Innengewinde (z. B. Muttern) müssen zueinander passen. Normen stellen sicher, dass trotz getrennter Herstellung immer eine Funktion von Bauteilen mit gleichen Nenndaten gewährleistet ist.
In einigen Fällen wird das Gegengewinde beim erstmaligen Zusammenfügen erzeugt. Beispiele: Schneidschraube oder Schneidmutter und auch bei Blechschrauben, Holzschrauben und die Spanplattenschrauben.
Inhaltsverzeichnis
Herstellung
Gewinde lassen sich spanlos (umformend) oder spanend (Gewindeschneiden) aufbringen. Die spanlosen Verfahren sind in der Massenfertigung üblich und werden bevorzugt angewendet, weil es technische Vorteile (glatte Oberfläche, erhöhte Festigkeit, ungebrochene Werkstofffaser) mit hoher Effizienz (kein Verlust durch zu entsorgende Späne) verbindet. Geschnitten werden Gewinde vorrangig in Teilen, die insgesamt schon spanend gefertigt werden (Drehteile, Frästeile, uä.).
- Die Herstellung von Außengewinden:
- spanend: Das Gewindeprofil wird von formgerechten Werkzeugschneiden aus dem Werkstoff herausgearbeitet, entweder von Hand mit Schneideisen (siehe Metrisches ISO-Gewinde) und Schneidkluppen oder mit Gewindeschneidmaschinen, die mit Schneidköpfen arbeiten (Gewindewirbeln). In besonders gelagerten Fällen setzt man auch Drehmeißel, Profilfräser oder Schleifscheiben ein. Gewindewirbeln wird vor allem für hochgenaue Gewinde, z. B. für Vorschubspindeln, und für hohe Produktivität eingesetzt.
- spanlos: Der Ausgangsbolzen hat Gewindeflankendurchmesser. Das Werkzeug drückt das Profil ein und verdrängt den Werkstoff vom Gewindegrund in die Gewindespitzen. Dabei befindet sich der Bolzen zwischen zwei angetriebenen, profilierten Gewinderollen, -walzen aus Schnellarbeitsstählen.
- Die Herstellung von Innengewinden
- Normalgewinde werden in vorgebohrte Löcher mit Gewindebohrern von Hand oder maschinell geschnitten.
- Zur spanlosen Herstellung von Normalgewinden werden Gewindeformer verwendet. Der Einsatz erfolgt nur maschinell.
- Schneid- oder Blechschrauben drücken sich das erforderliche Muttergewinde beim Eindrehen in vorgebohrte Löcher selbst.
- Zirkularfräsen von Innengewinden: auf einer computergesteuerten Werkzeugmaschine, z. B. einem Bearbeitungszentrum oder einer Fräsmaschine, wird in einer vorgebohrten Bohrung mit einem speziellen Gewindefräser ein Kreis gefahren. Gleichzeitig wird ein Vorschub in Richtung der Bohrungsachse gefahren. Der Gewindefräser ist etwas kleiner als die Bohrung und dreht sich gleichzeitig um sich selbst. Die Werkzeugmaschine wird so gesteuert, dass sich aus den überlagerten Bewegungen des Kreises, der Eigendrehung des Gewindebohrers und dem Vorschub der Gewindegang ergibt. Der Vorteil des Verfahrens ist eine wesentlich erhöhte Produktivität, weil die Rückseite des Gewindefräsers, die nicht schneidet, frei ist, und zwischen ihr und der Bohrungswand ein Spalt entsteht. Dadurch kann ein Kühlschmiermittelstrom die Späne wesentlich besser abführen. Der Kühlschmierstoff erleichtert aber auch das Gewindeschneiden und verbessert die Oberflächengüte.
Unterscheidungen
Bezeichnungen
- Nenndurchmesser (Außendurchmesser)
- Kerndurchmesser
- Flankendurchmesser
- Gewindeprofil
- Flankenwinkel
- Steigung (P)
Außengewinde
auch Bolzengewinde um einen Zylinder, genannt Kern, verlaufend. (Siehe auch Schraube)
Innengewinde
auch Muttergewinde, im Inneren einer Bohrung (Loch) oder eines Zylinders (Rohres) verlaufend. (Siehe auch Mutter (Technik))
Gewindestange
Eine Gewindestange hat keine Werkzeugangriffe und ist lediglich ein (meterlanger) Stab mit einem Außengewinde. Gewindestangen werden zum Beispiel einbetoniert, um anschließend einen Gegenstand an dem Betonsockel zu befestigen. Auch lassen sich mit drehenden Gewindestangen länger andauernde Schub- und Zugarbeiten verrichten.
Drehrichtung des Gewindes
Rechtsgewinde
 Beispiele rechtssteigende Gewindearten
Beispiele rechtssteigende Gewindearten- Beim Rechtsgewinde steigen bei Aufsicht auf das Gewinde die Gewindeflanken nach rechts an, eine andere Bezeichnung ist rechtssteigendes Gewinde.
Die Gewinde laufen durch Drehung im Uhrzeigersinn ineinander – dies ist die häufigste Form. Das Bild deutet an, in welche Richtung sich das Bauteil (Spindel oder Mutter) bei der Drehung bewegt.
Die Bevorzugung des Rechtsgewindes ist durch ergonomische Anforderungen zu erklären: Die überwiegende Mehrheit der Menschen sind Rechtshänder, die beim Drehen im Uhrzeigersinn ein größeres Drehmoment aufbringen können als gegen den Uhrzeigersinn. Durch die Reibungsverhältnisse am Keil beziehungsweise der schiefen Ebene ist das Anziehen eines Gewindes mit einem größeren Drehmoment verbunden als das Lösen des Gewindes. Das Rechtsgewinde kommt daher diesen beiden Umständen entgegen.
Linksgewinde
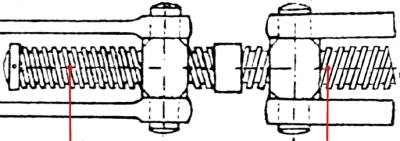
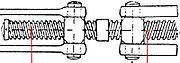 ein Spannschloss mit Rechts- und Linksgewinde
ein Spannschloss mit Rechts- und LinksgewindeBeim Linksgewinde steigen bei Aufsicht auf das Gewinde die Gewindeflanken nach links an, eine andere Bezeichnung ist linkssteigendes Gewinde. Linksgewinde werden in Fertigungszeichnungen und Logistik mit den Buchstaben LH (für Left Hand) gekennzeichnet, z. B.: M16-LH. Der Schraubenkopf von Schlitzschrauben mit linksdrehendem Gewinde wird im Uhrmacherhandwerk mit einer Querrille markiert – auf dem Schraubenkopf erscheint ein Kreuz.
Die Gewinde laufen durch Drehung im entgegen dem Uhrzeigersinn ineinander. Linksgewinde kommen zum Einsatz:
-
- Für Spezialfälle, bei denen sich die Verschraubung durch die üblicherweise vorherrschende Belastung ungewollt lösen würde, wie zum Beispiel
- beim linken Pedal am Fahrrad,
- der Haltemutter von Ventilator-Rotoren,
- das (Bohr-)Spannfutter oder Befestigungen von – auf die Befestigungsschraube bezogen entgegen dem Uhrzeigersinn drehenden – Sägeblättern auf Kreissägen.
- Wenn durch den unterschiedlichen Drehsinn Irrtümer vermieden werden können. So haben zum Beispiel die Anschlussverschraubungen an Gasflaschen, die brennbare Gase beinhalten, Linksgewinde, um auf die besondere Gefahr aufmerksam zu machen.
- Früher wurden teilweise auch Radmuttern bzw. -bolzen von Kraftfahrzeugen (beispielsweise Opel) auf der rechten Fahrzeugseite gegen ein Lösen beim Fahren mit Linksgewinde ausgeführt. Bei extrem leistungsstarken Fahrzeugen wie z. B. dem Porsche Carrera GT oder dem Ferrari Enzo Ferrari werden auch heute noch (2006) die Radmuttern der rechten Fahrzeugseite (Zentralverschlüsse) mit Linksgewinde versehen. Diese sind dann (im Falle des Porsche Carrera GT) farbig besonders markiert: linke Fahrzeugseite = Rechtsgewinde = rote Muttern, rechte Fahrzeugseite = Linksgewinde = blaue Muttern.
- Bei einem Spannschloss, auch Spannmuffe, Seil- oder Kettenspanner genannt, ist ein Links- und ein Rechtsgewinde notwendig, um durch seine Drehung ein Lösen bzw. Anspannen zu erreichen. (Siehe dazu auch: Spannschraube.)
- Für Spezialfälle, bei denen sich die Verschraubung durch die üblicherweise vorherrschende Belastung ungewollt lösen würde, wie zum Beispiel
Maßeinheit
- metrisches ISO-Gewinde weltweit standardisiertes Gewinde, das gegenüber dem früheren metrischen Gewinde verbessert wurde, jedoch meist mit ihm austauschbar ist. (DIN 13) (Metrisches System)
- Zollgewinde in Ländern, die die Länge in Zoll messen (USA) – Unified Thread Standard (UTS). Zöllige Gewinde sind aber etwa in der Installation (Whitworth-Rohrgewinde) üblich, aber auch bei Stativgewinden (UNC-Gewinde) oder in der Luftfahrt findet man zöllige Gewinde vor.
Form der Gewindeflanke
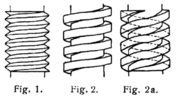
Gewindearten
1: Spitzgewinde
2: Trapezgewinde
2a: (Trapezgewinde mit 2 Gängen)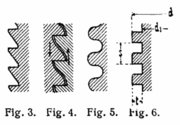 3 u. 4: Sägegewinde
3 u. 4: Sägegewinde
5: Rundgewinde
6: Flachgewinde
s=Steigung
t=Gewindetiefe
d=Außendurchmesser
di=Innendurchmesser- Spitzgewinde
- Sägegewinde
- Rundgewinde
- Trapezgewinde
- Whithworth-Gewinde (konisches Gewinde)
- Flachgewinde
Verwendung
- Befestigungsgewinde. Nur die Form des Spitzgewindes dient ausschließlich der Befestigung.
- Bewegungsgewinde. In der Praxis hat sich vor allem das Trapezgewinde für diesen Zweck durchgesetzt.
- Zur Materialbeförderung etwa mit der Archimedischen Schraube oder mit Pumpen.
- Zur Eindichtung z. B. von Rohrleitungen werden kegelige Gewindeenden eingesetzt. In Europa ist das Whitworth-Rohrgewinde gebräuchlich, in den amerikanischen Ländern das NPT-Gewinde (National Pipe Thread).
Gewinde-Kenngrößen
- Nenndurchmesser = Außendurchmesser
- Flankendurchmesser
- Der Flankendurchmesser ist ein theoretisches Maß, das ungefähr in der Mitte zwischen Nenndurchmesser und Kerndurchmesser liegt.
- Bei der Herstellung von Gewinden wird der Flankendurchmesser mittels Messbolzen oder mittels spezieller Meßschrauben gemessen.
- Kerndurchmesser
- Steigung
- Bei metrischen Gewinden der Weg, der durch eine Umdrehung zurückgelegt wird. Also der Abstand zwischen zwei Gewindespitzen in mm.
- Bei Zoll-Gewinden dagegen bezeichnet der Wert der Steigung die Anzahl an Gewindegängen auf der Strecke 1 Zoll.
- Den Steigungswinkel erhält man, indem man
- den Arcustangens von Steigung / (Flankendurchmesser * PI) berechnet. Beim ISO-Norm-Gewinde beträgt dieser Winkel für M6 etwa 3° und für M20 etwa 2°.
- Teilung
- Die Teilung ist bei mehrgängigen Gewinden der Abstand zwischen zwei Gewindekerben.
- Die Teilung ist im Regelfall die Steigung geteilt durch die Gangzahl.
- Beispiel: Die Bezeichnung Tr 60 P20 bedeutet Trapezgewinde mit 60 mm Durchmesser und 60/20 = 3 Gängen, sowie einem Abstand von 20 mm von Gang zu Gang.
- Bei eingängigen Gewinden ist die Teilung = Steigung.
- Flankenform
Abstand der Gewindeflanken
- Steilgewinde sind Gewinde mit großer Steigung
- Werden verwendet, um mit einer Umdrehung eine relativ weite Bewegung zu erzeugen.
- Normalgewinde = Regelgewinde
- Feingewinde (z. B. M6 X 0,5 mm) sind Gewinde mit geringer Steigung
- Finden z. B. Verwendung an Stellschrauben von Messgeräten. Der geringe Vorschub pro Umdrehung erlaubt präzise Einstellungen.
Außerdem zur Befestigung von Potentiometern
Mehrgängige Gewinde
Je nach Anwendung gibt es noch ein- oder mehrgängige Gewinde. Damit bezeichnet man die Anzahl der Kerben eines Gewindes. Eingängige Gewinde dienen meistens der Befestigung, mehrgängige Gewinde dagegen in der Regel als Steilgewinde der Kraftübertragung zur Bewegung, zum Beispiel von Werkzeugen. Auch hier bestätigen Ausnahmen die Regel, denn es gibt auch Schnellbauschrauben, die zweigängig sind. Diese werden beispielsweise auf dem Bau zur schnellen Montage von Gipskartonplatten eingesetzt. Andere Beispiele sind die Deckel von Konservengläsern oder schraubbare Kappen von Füllfederhaltern. Mehrgängigkeit ist bei großen Gewindesteigungen sinnvoll, weil die Gewindekerbe nach einer Umdrehung einen großen Abstand zur letzten Umdrehung hat. In diesem Abstand können ein oder mehrere weitere Gewindegänge untergebracht werden, wodurch sich die übertragbaren Kräfte entsprechend vervielfachen.
Rohrgewinde
In der Gas- und Wasserinstallationstechnik werden üblicherweise Rohrgewinde verwendet. Die Kenngröße wird in Zoll angegeben und bezog sich ursprünglich auf den Innendurchmesser oder der nominalen Nennweite (DN) von mittelschweren Gewinderohren. Daneben sind allerdings auch leichte und schwere Gewinderohre mit unterschiedlichen Wandstärken bei gleicher Nennweite gebräuchlich.
Aus heutiger Sicht ist der Bezug auf den Innendurchmesser eher hinderlich und verwirrend:
- Ein Rohrgewinde 1″ für mittelschwere Gewinderohre weist nicht einen Außendurchmesser von 25,4 mm sondern einen Bereich von 32,89 bis 33,25 mm auf.
- Hochdruckrohre können ebenfalls ein 1″-Rohrgewinde aufweisen, bedingt durch die größere Wandstärke ist der Innendurchmesser jedoch kleiner.
In Europa ist das Whitworth-Rohrgewinde gebräuchlich. Es wird auch zu BSP (zylindrisches Gewinde) (British Standard Pipe) abgekürzt.
Nach DIN werden im Gewinde dichtende (DIN EN 10226-1: 2004-10, davor: DIN 2999) unterschieden und nicht im Gewinde dichtende Rohrgewinde (DIN ISO 228) unterschieden.
Am gebräuchlichsten sind im Gewinde dichtende Rohrgewinde, diese werden als zylindrische Innengewinde und kegelige Außengewinde mit maßlicher Durchmesserüberschneidung ausgeführt.
Auf dem amerikanischen Kontinent ist hingegen das US-amerikanische NPT (National Pipe Thread) gebräuchlich. Die Maßangabe beinhaltet bei NPT-Gewinden neben der Durchmesserkodierung die Anzahl der Gewindegänge auf einem Zoll.
Wegen der unterschiedlichen Gangzahl je Zoll und geringfügiger Unterschiede im Durchmesser sind BSP- und NPT-Gewinde untereinander nicht vollständig verschraubbar. Erkennbar wird dies, wenn sich das Gewinde gar nicht oder nur einige (wenige) Umdrehungen einschrauben lässt.
Bezeichnungsbeispiele:
- für ein kegeliges Whitworth-Rohraußengewinde: Rohrgewinde DIN 2999-R½
- für ein zylindrisches Whitworth-Rohrinnengewinde: Rohrgewinde DIN 2999-Rp½
Rohraußengewinde werden oft auch – vor allem bei Messingteilen – aufgeraut, so dass der Hanf oder das Dichtband zum Abdichten beim Einschrauben besser im Gewinde hält und sich beim Eindrehen nicht verschiebt.
Stahlpanzerrohrgewinde
Ein Stahlpanzerrohrgewinde (oder auch PG-Gewinde) wird zur Verschraubung von Leitungsverlegerohren in der Elektroinstallation verwendet. Da die Rohre relativ dünnwandig sind, darf die Gewindetiefe auch nicht sehr groß sein. Das wird durch einen Flankenwinkel von 80° erreicht.
Am 31. Dezember 1999 wurden die Sicherheitsnorm VDE 0619 und die darin zitierten Normen DIN 46319 für metrische Maße und DIN 40430 für PG-Maße zurückgezogen. Zum 1. Januar 2000 trat die neue Norm DIN EN 50262 in Kraft. Die neue Norm nutzt die metrischen Größen (Feingewinde, mit der Steigung 1,5 mm). In der Übergangszeit, bis zum 1. März 2001, durfte das PG-System noch eingesetzt werden. Für Ersatzzwecke dürfen PG-Artikel weiterhin eingesetzt werden. Zehn alte PG-Größen sind nun durch acht neue metrische Größen ersetzt worden. Eine Eins-zu-Eins-Zuordnung ist nicht möglich. SW gibt die zugehörige Schlüsselweite an.
Umstellung von PG auf metrisches Gewinde alt Kabel-Ø Außen-Ø Kernloch-Ø neu PG 7 SW 15 6,5 11,5 11,3 M12x1,5 SW 15 PG 9 SW 19 8,0 15,2 13,9 M16x1,5 SW 19 PG 11 SW 22 10,0 18,6 17,3 M20x1,5 SW 24 PG 13.5 SW 24 12,0 20,4 19,1 PG 16 SW 27 14,0 22,5 21,2 M25x1,5 SW 30 PG 21 SW 33 18,0 28,3 26,8 M32x1,5 SW 36 PG 29 SW 42 25,0 37,0 35,5 PG 36 SW 53 32,0 47,0 45,5 M40x1,5 SW 46 PG 42 SW 60 38,0 54,0 52,5 M50x1,5 SW 55 PG 48 SW 65 43,0 59,3 57,8 M63x1,5 SW 66 Edison-Gewinde
werden als Rundgewinde in Blech gedrückt/gewalzt/geprägt und auch für Schraubsicherungen und Heizelemente verwendet. Gängige Größen sind E5,5 (z. B. Modellbaulampen), E10 (Taschenlampe, Fahrradlicht), E14 (Mignon), E27 (Normal), E40 (Leistungsstarke Metalldampf- und Scheinwerferlampen), wobei die Zahl den Durchmesser in mm angibt.
Siehe auch Edisongewinde im Artikel Lampensockel
Kugel- und Rollengewinde
Kugelgewinde werden in die Oberfläche von Kugelgewindespindeln gerollt oder geschliffen, während Rollengewinde mit speziellen Schleifprozessen in die Oberfläche der Rollengewindespindel geschliffen werden. Kugel- und Rollengewindetriebe werden als Antriebselemente in der Lineartechnik eingesetzt.
Flaschen
siehe Schraubverschluss
Darstellung
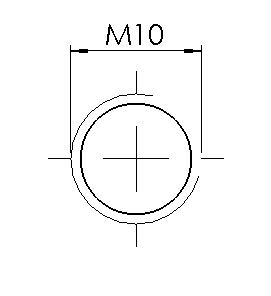
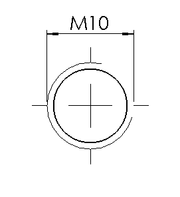 Darstellung und Bemaßung einer Gewindebohrung als Draufsicht in einer technischen Zeichnung
Darstellung und Bemaßung einer Gewindebohrung als Draufsicht in einer technischen Zeichnung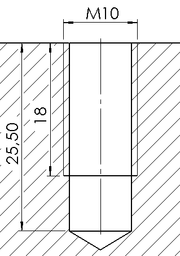 Gewindebohrung in einer Schnittdarstellung mit Bemaßung in einer technischen Zeichnung
Gewindebohrung in einer Schnittdarstellung mit Bemaßung in einer technischen ZeichnungIn technischen Zeichnungen werden Gewinde (Aussengewinde, Innengewinde und Gewindebohrungen) durch genormte, symbolische Darstellung abgebildet, die in der ISO 6410 näher genormt sind.
Die Darstellung des Außengewindes (Bolzengewinde) und Innengewinde (Muttergewinde) ist in der technischen Zeichnung unterschiedlich. Für die Draufsicht gilt:
- Bolzengewinde (Außengewinde)
- breite Volllinie als kompletter Kreis (Durchmesser = Nenndurchmesser)
- schmale Volllinie als 3/4-Kreis (Durchmesser = Kerndurchmesser)
- Muttergewinde (Innengewinde)
- breite Volllinie als kompletter Kreis (Durchmesser = Kerndurchmesser)
- schmale Volllinie als 3/4-Kreis (Durchmesser = Nenndurchmesser)
Für die Seitenansicht gilt:
- Bolzengewinde (Außengewinde)
- Außen breite Volllinie (Abstand zwischen beiden Linien = Nenndurchmesser)
- Innen schmale Volllinie (Abstand zwischen beiden Linien = Kerndurchmesser)
- Ende des Gewindes wird mit einer breiten Volllinie dargestellt
- Muttergewinde (Innengewinde)
- Innenfläche der Bohrung: breite Volllinie (Abstand zwischen beiden Linien = Kerndurchmesser)
- Außenfläche des Gewindes: schmale Volllinie (Abstand zwischen beiden Linien = Nenndurchmesser)
- Ende des Gewindes wird mit einer breiten Volllinie dargestellt
Wird in der Zeichnung ein Bolzen in einem Muttergewinde dargestellt, dann hat die Darstellung des Bolzens Vorrang
(siehe auch DIN ISO 6410 T1)
Normung
Üblicherweise werden Gewinde verwendet, die der internationalen Normung unterworfen sind. Abweichend gibt es hin und wieder Firmen, die aus verschiedensten Gründen von der Norm abweichende Gewinde anwenden. Das kann sicherheits- oder konstruktionsbedingt sein oder aber aus Konkurrenzgründen, so dass man auf jeden Fall auf Originalersatzteile zurückgreifen muss.
Abmessungen der gebräuchlichen Gewinde und allgemeine Bezeichnungsweisen finden sich in Tabellenbüchern oder in kostenpflichtig zu beziehenden Normen.
Gewinde-Fehler
- Steigungsfehler
- Taumelfehler: Der Taumelfehler ist der Steigungsfehler gemessen auf einen Gang.
- Formfehler: Der Formfehler beschreibt die Abweichung von der theoretisch exakten Gewindeform. Die theoretisch genaue Form des Gewindes erhält man, wenn man ein Gewinde unter dem Steigungswinkel schneidet. Bei beinahe jeder Art der Gewindeherstellung bleibt ein Formfehler.
- Flankenoberflächenfehler: Die Oberfläche der Flanken hat nicht die gewünschte Rautiefe (ist zu rau), so dass die Schrauben sich im Bereich des Gewindes festfressen und nicht mehr lösen lassen (kann passieren bei sehr großen Gewinden, die sehr großem Druck ausgesetzt sind).
Historisches
Die Archimedische Schraube hat eine Schraubenlinie. Sie ist um 200 v. Chr. im antiken Ägypten nachgewiesen und wurde für die Bewässerung eingesetzt. Eine Paarung von Innen- und Außengewinde ist hier nicht realisiert.
Auf einer Abbildung eines Schwerlastkranes von Francesco di Giorgio ist eine hölzerne Spindel dargestellt. Das Bild dürfte in etwa um 1480 entstanden sein.
Um 1800 verbesserte Henry Maudslay die Leitspindel der Drehbank dergestalt, dass die getrennte Herstellung von Außen- und Innengewinde möglich wurde. Bis dahin war das Paar Schraube und Mutter immer eine nicht austauschbare Einheit. Bei Maschinen wurden diese Paare gekennzeichnet, um die Übersicht zu behalten. Mandslay begann mit der Normung des Gewindes.
Joseph Whitworth (1803–1897) baute hierauf auf. Er legte nach systematischen Untersuchungen den Flankenwinkel von 55° fest. Zusammen mit der Steigung gab es nun eine verlässliche Norm für die Paarung von Außen- und Innengewinde.
Siehe auch
Weblinks
- Die Herstellung von Außengewinden:




Wikimedia Foundation.