- Keramik
-
Keramik, auch keramische Massen, bezeichnet eine Vielzahl anorganischer, nichtmetallischer Stoffe, mit Grobunterteilung in Irdengut, Sinterzeug und Sondermassen. [1]
Das Wort Keramik stammt aus dem Altgriechischen: Keramos (κέραμος) war die Bezeichnung für Tonmineral und die aus ihm durch Brennen hergestellten formbeständigen Erzeugnisse.
Der Begriff Keramik umfasst neben den Werkstoffen, die für die Herstellung keramischer Produkte verwendet werden, und ihrer Aufbereitung zur eigentlichen Keramik (Tonkeramik, Porzellan, technische Keramik, Glaskeramik, Verbundkeramik) auch die aus Keramiken geformten und gebrannten Gegenstände selbst, die als Bauteile, Gebrauchs- und Ziergegenstände oder Werkzeuge verwendet werden (etwa Töpferei, Sanitärkeramik, Keramikfliesen und anderes).
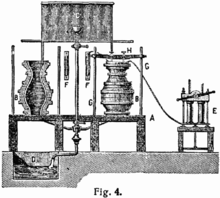
 Frühe Beispiele für keramische Massenproduktion: Mineralwasserkrüge aus dem 19. Jahrhundert.
Frühe Beispiele für keramische Massenproduktion: Mineralwasserkrüge aus dem 19. Jahrhundert.
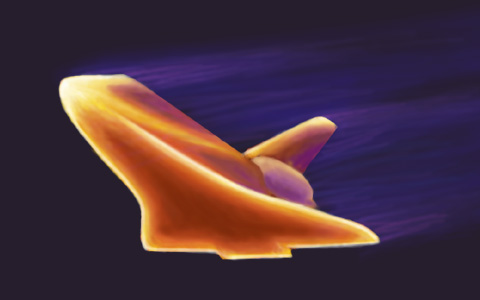
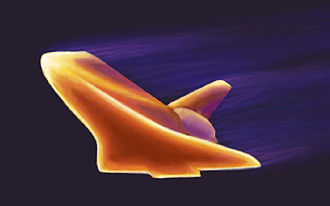 Grafische Darstellung der Temperaturverteilung einer Simulation eines Space Shuttles, dessen keramische Oberfläche sich beim Wiedereintritt in die Erdatmosphäre auf über 1200 °C aufheizt
Grafische Darstellung der Temperaturverteilung einer Simulation eines Space Shuttles, dessen keramische Oberfläche sich beim Wiedereintritt in die Erdatmosphäre auf über 1200 °C aufheiztVorgeschichtliche Verbreitung
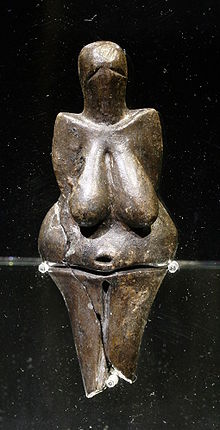 Venus von Dolní Věstonice
Venus von Dolní VěstoniceDie Herstellung von Keramik gehört zu den ältesten Kulturtechniken der Menschheit. Das Ausgangsmaterial Ton bot schon früh Anreize zu künstlerischer Gestaltung. Während der jungpaläolithischen Kultur des Gravettien wurden erste Kleinplastiken aus gebranntem Ton hergestellt, wie die Venus von Dolní Věstonice und eine Reihe von Tierfiguren aus Dolní Věstonice und vom Wachtberg in Krems.[2]
Die Entdeckung von Keramik als Töpferware ist wahrscheinlich unabhängig voneinander in mehreren Regionen erfolgt. Die ältesten Keramikgefäße der Welt sind aus der Jomon-Kultur Japans nachgewiesen und datieren um 13.000 v. Chr. Von da verbreitete sich die Technologie über Wildbeuter-Kulturen nach Korea sowie in das Amurgebiet. Neue Entdeckungen belegen ebenfalls sehr alte (möglicherweise die älteste) Keramik in China.[3][4]
Im Nildelta tritt Keramik erstmals im 9.–8. Jahrtausend v.Chr. auf, und noch früher bei Jäger und Sammlergruppen in Mali (Fundplatz Ounjougou).[5] Um 7.000 v. Chr. ist Keramik bei mesolithischen Kulturen am Südlichen Bug in der Ukraine nachgewiesen, etwa zeitgleich mit ihrem ersten Auftreten im Neolithikum des Vorderen Orients um die Mitte des 7. Jahrtausends v. Chr.. Frühe Töpferware wurde nach heutigem Wissen überall im „Offenen Feldbrand“ hergestellt. Im 5. Jahrtausend sind in China erste Töpferöfen nachgewiesen, im Vorderen Orient im 4. Jahrtausend. In Mitteleuropa gibt es zeitgleiche Nachweise für Töpferöfen aus Triwalk, Mecklenburg-Vorpommern aus der Trichterbecherkultur.
Ihre Verbreitung in den Kulturen der Jungsteinzeit verdanken Keramikgefäße den verbesserten Möglichkeiten zur Vorratshaltung, die sich bei gleichzeitiger Sesshaftwerdung durchsetzt, da sie zuvor als zu schwerer Transportbehälter zunächst ungeeignet war. Keramik spielt eine ganz wesentliche Rolle im Rahmen der Determination (Identifizierung und Datierung) archäologischer Kulturen.
Begriff und Unterteilung
 Keramik im Fayence-Stil
Keramik im Fayence-StilHeute ist der Begriff breiter gefasst. Keramische Massen sind weitgehend aus anorganischen, feinkörnigen Rohstoffen unter Wasserzugabe bei Raumtemperatur geformte und danach getrocknete Gegenstände (sogenannte Grünkörper), die in einem anschließenden Brennprozess oberhalb 900 °C zu härteren, dauerhafteren Gegenständen gesintert werden. Der Begriff schließt auch Werkstoffe auf der Grundlage von Metalloxiden ein. Keramik wird heute im zunehmenden Maße für technische Einsatzzwecke genutzt (technische Keramik) und in ähnlichen Prozessen, allerdings meist höheren Sintertemperaturen, hergestellt. Im Bereich der faserverstärkten Keramik sind auch siliciumhaltige organische Polymere (Polycarbosilane) als Ausgangsstoffe zur Herstellung von amorpher Siliciumcarbid-Keramik in Verwendung. Sie wandeln sich in einem Pyrolyseprozess vom Polymer zur amorphen Keramik um.
 Technische Keramik: Gleitlager
Technische Keramik: GleitlagerEine klare Systematik der keramischen Werkstoffe – wie beispielsweise bei Metall-Legierungen – ist schwierig, weil es hinsichtlich der Rohstoff-Zusammensetzung, des Brennvorgangs und des Gestaltungsprozesses fließende Übergänge gibt. Keramische Produkte werden deshalb häufig nach den jeweils im Vordergrund der Betrachtung stehenden Aspekten unterschieden, zum Beispiel nach regionalen Keramiktypen wie Westerwälder Keramik, Bunzlauer Keramik oder auch Majolika und Fayence, bei technischer Keramik nach der chemischen Zusammensetzung in Silikatkeramik, Oxidkeramik und Nicht-Oxid-Keramik oder auch nach dem Verwendungszweck (zum Beispiel Funktionskeramik, Gebrauchskeramik, Sanitärkeramik und Strukturkeramik).
 Grobkeramik: Dachziegel
Grobkeramik: DachziegelGebräuchlich ist auch die Unterteilung in Grob- und Feinkeramik. Zur ersteren gehört die große Gruppe der Baukeramik (zum Beispiel Bau- und Dachziegel, Kanalisationsrohre); diese Produkte sind dickwandig, häufig inhomogen, von oft zufälliger Färbung. Feinkeramik ist dagegen feinkörnig (Korngröße unter 0,05 mm), von definierter Färbung (zum Beispiel weiß für Haushaltskeramik, Tischgeschirr und Sanitärkeramik); hierher gehören auch die künstlerischen Erzeugnisse. Feinkeramik erfordert bezüglich Aufbereitung der Rohmasse, der Formgebung und des Trocknens sowie Brennens eine erheblich größere Sorgfalt als sie bei der Herstellung von Grobkeramik nötig ist. Die Eigenschaften keramischer Produkte werden bestimmt durch Art und Menge der in ihnen enthaltenen Kristalle und die als Bindung funktionierenden Verglasungen (sogenannte Glasphasen). Keramiken sind formbeständig, im Allgemeinen hart (es gibt Ausnahmen:beispielsweise pyrolytisches Bornitrid (hexagonal) ist flexibel durch seine Schichtstruktur) und hitzebeständig.
Klassifikation keramischer Massen
Die Einteilung keramischer Massen kann in drei Klassen, verschieden Unterklassen, Gruppen, Untergruppen, weiterführende Aufteilungen, beispielsweise in Grobkerramik und Feinkerramik, sowie durch weiter Spezifikationen erfolgen.
Keramische Rohstoffe
 Tongrube „Wimpsfeld II“ bei Mengerskirchen im Westerwald
Tongrube „Wimpsfeld II“ bei Mengerskirchen im WesterwaldSilicat-Rohstoffe
Dieser Bereich umfasst generell alle Rohstoffe, die [SiO4]4 --Tetraeder in der Kristallstruktur eingebaut haben.
Tonminerale und deren Gemische
Tone sind wasserhaltige Aluminiumsilikate. Siehe auch Tonmineral. Man unterscheidet zwischen Primärton und Sekundärton. Tone und Lehme entstehen durch die Verwitterung von Feldspäten und verwandten Mineralien. Die Hauptbestandteile sind Illit, Montmorillonit und Kaolinit, die Korngrößen reichen herab bis 0,002 mm. Je nach Verwendungszweck unterteilt man diese Rohstoffe ein in Steinzeugtone, Steinguttone, Töpfertone und -lehme. Mergeltone haben einen hohen Gehalt an Kalk, der stark verflüssigend wirkt. Da an solchen Scherben Blei- und Zinnglasuren sehr gut haften, werden sie häufig für Ofenkacheln und Fliesen eingesetzt. Bentonite sind ein Verwitterungsprodukt vulkanischen Ursprungs, sie wirken bereits bei geringen Zugaben sehr stark plastifizierend, verbessern die Formbarkeit und die Standfestigkeit während des Trocknungsprozesses. Aus der hohen Wasseraufnahme der Bentonite im Formgebungsprozess resultiert eine enorme Schwindung schon während des Trocknens. Durch die Trockenschwindung kann es zu Rissen im Formling kommen.
Die Auswahl und Mischung der Rohstoffe muss folgenden Forderungen genügen: Gute Formbarkeit der Masse, geringe Schwindung beim Trocknen und Brennen, hohe Standfestigkeit beim Brennen, geringe oder keine Verfärbung des Endproduktes.
Kaoline
Kaolin, auch Porzellanerde genannt, ist ein Verwitterungsprodukt von Feldspat. Es besteht weitgehend aus Kaolonit, einem hydratisierten Alumosilikat, begleitet von Quarzsand, Feldspat und Glimmer. Letztere Bestandteile werden durch Schlämmen und Sieben entfernt, das Endprodukt muss möglichst plastisch, beim Trocknen formstabil und nach dem Brennen weiß sein. Zur Erzielung der gewünschten Eigenschaften werden Kaoline unterschiedlicher Herkunft gemischt (Mineral Dressing); um ein gutes Gießverhalten zu erreichen, gibt man noch Plastifizierungsmittel, wie Wasserglas und/oder Soda zu.
Nichtplastische Rohstoffe
Feldspate sind im Vergleich zum Kalk ebenfalls gute Flussmittel, die aber mit steigender Brenntemperatur eine höhere Verdichtung der Erzeugnisse bewirken. Der Trocknungsschwund wird zwar reduziert, der Schwund beim Brennen steigt jedoch. Quarz senkt als Magerungsmittel den Trocknungs- und Brennschwund, verschlechtert jedoch die Plastizität. Quarz wird als feinstkörniger Sand oder als gemahlenes Ganggestein eingesetzt, er muss möglichst rein sein, um unerwünschte Verfärbungen zu vermeiden. Kalk wird als geschlämmte Kreide oder als gemahlener Kalkstein eingesetzt. Als Magerungsmittel unterstützt er die Formstabilität beim Trocknen, beim Brennen wirkt er als Flussmittel. Allerdings liegen sein Sinter- und sein Schmelzpunkt nahe beieinander, bei zu hohen Brenntemperaturen besteht mithin die Gefahr von Deformationen. Schamotte, als gemahlener gebrannter Ton oder Tonschiefer, ist ein Magerungsmittel, das die Porosität erhöht und die Trocknungs- und Brennschwindung reduziert. Magnesiummineralien (Talkum, Magnesit) verleihen den Erzeugnissen eine hohe Temperaturwechselbeständigkeit; sie werden bevorzugt für elektrotechnische Produkte eingesetzt.
Oxidische Rohstoffe
Mit den im Folgenden aufgeführten oxidischen Rohstoffen werden Oxidkeramiken hergestellt, die sich in vielen Anwendungen der technischen Keramik finden. Bei einem Teil handelt es sich um synthetische Rohstoffe.
Aluminiumoxid
Aluminiumoxidkeramiken basieren auf α-Al2O3, dem Korund. Sie dienen zum Beispiel als Schleif- und Poliermittel und werden auch als Trägermaterial für integrierte Schaltkreise eingesetzt. Aus gesintertem Korund oder Schmelzkorund lassen sich feuerfeste Erzeugnisse herstellen. Aluminiumoxiderzeugnisse können Glasphase enthalten, ein hoher Glasphaseanteil setzt die Sintertemperatur herab, jedoch auch die Festigkeit und Temperaturbeständigkeit.
Um die Festigkeit weiter zu erhöhen, kann Zirkonoxid zugesetzt werden. Diese besonders zähe Keramik wird als ZTA (Zirconia toughened alumina) bezeichnet.
Berylliumoxid
Aus gesintertem Berylliumoxid (BeO) werden Tiegel für chemische Reaktionen bei sehr hohen Temperaturen hergestellt. Des Weiteren wurden aus BeO elektrisch isolierende, aber hoch wärmeleitfähige Chip-Träger produziert, um die entstehende Wärmeenergie an einen Kühlkörper abzuleiten. Wegen des hohen Preises und der Giftigkeit ist BeO zunehmend durch andere Materialien ersetzt worden, z. B. Aluminiumoxid oder das teurere Aluminiumnitrid zur Wärmeableitung und Graphit für Hochtemperatur-Laborgefäße.
Weitere oxidische Rohstoffe
Weitere oxidische Rohstoffe, die bei der Keramikherstellung verwendet werden, sind z.B. Zirconium(IV)-oxid und Aluminiumtitanat. Aber etwa auch Rost Fe2O3 ist chemisch eine Keramik.
Nichtoxidische Rohstoffe
Die im Folgenden aufgeführten nichtoxidischen Rohstoffen werden zur Herstellung von Nicht-Oxid-Keramiken verwendet, die sich in vielen technischen Anwendungen (siehe technische Keramik) durchgesetzt haben. In der Praxis werden alle diese Rohstoffe künstlich erzeugt.
Siliciumcarbid
Siliciumcarbid (SiC) gehört aufgrund seiner besonderen Fähigkeiten aktuell zu den wichtigsten Industriekeramiken für Hochleistungsanwendungen. Es wird als Schleifmittel, in Gleitlagern von Chemiepumpen, als Dieselrußpartikelfilter und für Hochtemperaturanwendungen als temperaturstabiles Formbauteil (z. B. Receiver bei Solarturm-Kraftwerken) verwendet, da es sehr hart sowie thermisch und chemisch resistent ist. Eine weitere Verwendung sind Ringe in Gleitringdichtungen.
Die wichtigste Herstellung (Acheson-Verfahren) erfolgt aus Quarzsand und Koks bei 2.200 °C nach:
SiO2 + 3 C → SiC + 2 CO Sie ist vergleichbar der Reduktion von Quarz zu Rohsilicium; es wird allerdings ein Überschuss von Kohlenstoff verwendet. Für bessere Formgebung ist die Herstellung aus geschmolzenem Silicium und Kohlenstoff geeignet. Hierbei hat sich Holzkohle, die vorher auf die richtige Form gebracht wurde, bewährt. Durch die Poren kann Silicium aufgenommen werden und dann zu SiC reagieren. Es entsteht dabei eine Sonderform des Siliciumcarbides, das sogenannte SiSiC (siliciuminfiltriertes SiC), in dem sich immer noch einige Prozente von nicht-reagiertem Silicium befinden, das die Korrosionsbeständigkeit negativ beeinflusst.
In der Natur wird SiC nur selten gefunden. Es wird dann als Moissanit bezeichnet.
Bornitrid
Da Bornitrid (BN) bei Normalbedingungen analog zu Graphit aufgebaut ist und darüber hinaus sehr temperaturbeständig ist (es reagiert erst bei 750 °C mit Luft), ist es als Hochtemperatur-Schmiermittel geeignet. Die diamantähnliche Modifikation Borazon ist nach Diamant das härteste Material.
Die hexagonale Kristallstruktur kann man ableiten, wenn man bei Graphit abwechselnd die Kohlenstoffe durch Bor und Stickstoff ersetzt. Anders ausgedrückt besteht sie aus Ebenen von an allen Seiten kondensierten Borazin-Ringen. Bornitrid ist nicht elektrisch leitfähig wie Graphit, da die Elektronen stärker an den Stickstoffatomen lokalisiert sind.
Bei 60–90 kbar und 1.500–2.200 °C wandelt sich BN in kubisches Borazon um, das in der zu Diamant analogen Zinkblendestruktur kristallisiert. Borazon ist ähnlich hart wie Diamant, aber oxidationsbeständiger und wird daher als Schleifmittel eingesetzt.
Borcarbid
 Borcarbid
BorcarbidBorcarbid (B4C) ist ein weiterer sehr harter Werkstoff (an dritter Stelle nach Diamant und Borazon). Es wird als Schleifmittel und für Panzerplatten und Sandstrahldüsen verwendet. Die Herstellung erfolgt bei 2.400 °C aus B2O3 und Kohlenstoff.
Weitere nichtoxidische Rohstoffe
Weitere nichtoxidische Rohstoffe, die bei der Keramikherstellung verwendet werden, sind Siliciumnitrid, Aluminiumnitrid, Molybdändisilicid und Wolframcarbid.
Manipulierte keramische Rohstoffe
Ursprünglich hier „metallisch-keramische Rohstoffe“ genannt. Die Keramik hat in der Regel nichts mit metallischen Werkstoffen zu tun. Da man Metalle ähnlichen Formgebungsprozessen zuführen kann wie keramische Rohstoffe, wurde diese Rubrik wohl irreführend so genannt. Es handelt sich um Trockenpressen, Schlickergießen, oder plastische Formgebung mittels Bindemitteln. Man bezeichnet diesen Teil der Herstellung metallischer Werkstoffe als Pulvermetallurgie. Dabei wird mit feinsten Körnungen gearbeitet.
- Trockenpressen
- Das Keramikpulver wird trocken in einer Stahlmatrix durch Druck von einem Unter- und einem Oberstempel mit Drücken von über 1 t/cm² verpresst. Es ist auch kaltisostatisches Pressen möglich. Dabei wird das Keramikpulver in eine Gummiform gefüllt und mittels Flüssigkeitsdruck (meist Öl) von allen Seiten gleichmäßig gepresst. Nach der Formgebung wird das Werkstück gebrannt bzw. gesintert. Bei dem Formgebungsverfahren des kaltisostatischen Pressens sind gegenüber dem Trockenpressen gleichmäßige Eigenschaften im gesamten Werkstück möglich.
- Schlickergießen
- Das keramische Pulver wird mit Wasser und einem geeigneten Verflüssiger (Elektrolyt) bei geringe Viskosität in Suspension gebracht. Dabei ist es möglich, die Viskosität der Suspension durch den Einsatz von Peptisationshilfsmitteln herabzusetzen, so dass möglichst viel Feststoff/Volumen in die Suspension / den Schlicker eingebracht werden kann. Durch Gießen des Schlickers in Gips-Gießformen, wobei die Gipsform das Wasser aus dem Schlicker absorbiert, bildet sich am Formenrand eine plastische Haut. Wenn die „überflüssige“ Schlickermasse (im wahrsten Sinne des Wortes) abgegossen wird, verbleibt in der Form das eigentliche Produkt. Nach der anschließenden Trocknung und Sinterung wird das Endprodukt hergestellt.
- Plastische Formgebung
- Durch Versetzen des keramischen Pulvers mit sogenannten Plastifizierungsmitteln wird eine Formbarkeit des Materials erreicht. Diese Plastifizierungsmittel sind häufig organischen Ursprungs. Sie härten durch Polykondensation bzw. durch Polymerisation aus, so dass sie durch die vollständige Reaktion des Plastifizierers aushärten und eine ausreichende Festigkeit erhalten. Die Formgebung selbst geschieht entweder durch Strangpressen oder durch das Pressen in Formen. Die organischen Zusätze verbrennen später im Sinterungsprozess. Diese Materialkombination wird in flüssigerer Form mittlerweile auch beim Rapid Prototyping (3D-Druck) angewendet.
Andere Zusatzstoffe
Weitere Zusatzstoffe sind Flussmittel in der Glasindustrie. Plastifizierer oder Flockungsmittel verbessern die Formbarkeit und verbrennen beim Brennprozess. Organische Plastifikatoren sind zum Beispiel Leim, Wachse, Gelatine, Dextrin, Gummiarabikum, Paraffinöl. Weiterhin verwendet werden Verflüssiger oder Peptisatoren, die zur Verhinderung von Flockung des Rohmaterials eingesetzt werden.
Sonstige Hilfsmittel sind fein gemahlene Ausbrennmittel wie Säge- und Korkmehl, Stärke, Kohlestaub und Styroporkugeln. Sie machen den Scherben porös und leicht und können interessante Oberflächeneffekte erzeugen; sie verbrennen ebenfalls beim Brand. Sogenannte Porosierungsmittel haben den Haupteinsatzzweck in der Ziegelindustrie, wobei sie die Dichte und die Wärmeleitfähigkeit der Ziegel reduzieren.
Aufbereitung der Rohstoffe
 Ton nach der Aufbereitung im Mahl- und Mischwerk
Ton nach der Aufbereitung im Mahl- und MischwerkIn der industriellen Keramikproduktion werden die Komponenten, nachdem sie teilweise vorgebrannt wurden, entsprechend der Rezeptur gemeinsam in Trommelmühlen fein gemahlen. Nach dem Schlämmen unter Zugabe von Wasser wird dieses in Filterpressen wieder weitgehend entfernt. Der zurückbleibende Filterkuchen wird getrocknet und nochmals gemahlen. In dieser Form wird die Rohmasse entweder gelagert oder sofort unter Zugabe von Wasser und verflüssigenden Hilfsstoffen in Maschinen geknetet und ggf. entlüftet. Daneben hat in jüngerer Zeit die halbnasse und die trockene Aufbereitung bei der industriellen Herstellung Bedeutung gewonnen. In der Töpferwerkstatt wird zum Teil noch heute dieser Prozess in aufwändiger Handarbeit durchgeführt. Da Mahlwerke oft nicht zur Verfügung stehen, kommt dem Schlämmen große Bedeutung zu. Die Homogenisierung der Masse wurde in mühsamer Knetarbeit erreicht. Heute stehen dafür meist Maschinen zur Verfügung. Ziel ist es, eine möglichst homogene, geschmeidige und blasenfreie Arbeitsmasse zu erzeugen.
Die Formgebung
Die Formgebung der Grünkörper oder Rohlinge zur Herstellung feinkeramischer Erzeugnisse kann nach historisch- traditionellen Verfahren oder modernen Methoden erfolgen. Zu diesen Verfahren gehören unter anderem:
 Traditioneller Keramik-Schlickerguss in Gipsformen
Traditioneller Keramik-Schlickerguss in Gipsformen- Schlickerguss durch Einbringen der flüssigen Keramikmasse (auch Schlicker) in Gipshohlformen oder Gefrierguss
- Spritzguss und temperaturinverser Spritzguss
- Foliengießen
- Modellieren
- Extrudieren
- Aufbauarbeit aus einzelnen Strängen (z. B. bei Hohlgefäßen)
- Plattentechnik
- Drehen rotationssymmetrischer Hohlgefäße auf der Töpferscheibe
- Eindrehen oder Überdrehen rotationssymmetrischer Körper in Hohlformen mit Hilfe von Schablonen auf der Drehscheibenmaschine
- Pressen
- Trennende Nachbearbeitung mit Funkenerodieren, Stanzen oder Fräsen
Die Formgebung zur Herstellung grobkeramischer Erzeugnisse könne zudem das Strangpresseverfahren und das Formpressverfahren, vor allem zur Fertigung von Rohre und Stangen, Anwendung finden. In der industriellen Großserienfertigung haben die halbtrockene - und die trockene Formgebung Bedeutung erlangt, da hierbei wesentlich geringere Trocknungszeit der Grünkörper bei gleichzeitig besserer Maßhaltigkeit erreichbar sind. Da jedoch Verunreinigungen, wie beispielsweise lösliche Salze nicht abgetrennt werden können, sind diese Verfahren für die Herstellung von Porzellan und anderen feinkeramischen Erzeugnissen vorerst ungeeignet.
Beschichtungen und Infiltration
In der technischen Keramik werden auch folgende Sonderverfahren angewandt:
- Chemical Vapor Deposition (CVD)
- ( deutsch Chemische Gasphasenabscheidung) Bei diesem Verfahren reagieren mehrere Gase unter einem bestimmten Druck und hohen Temperaturen und scheiden auf Oberflächen den keramischen Stoff ab. So lassen sich zum Beispiel Bornitridschichten durch ein Gasgemisch aus Bortrichlorid und Ammoniak, Siliciumcarbidschichten durch ein Gemisch aus Methyltrichlorsilan und Wasserstoff, Kohlenstoffschichten durch ein Gemisch aus Methan und Argon oder Propan und Argon herstellen. Wird die Schicht vom formgebenden Untergrund (zum Beispiel Graphit) getrennt, hat man das fertige keramische Bauteil.
- Chemical Vapor Infiltration (CVI)
- (deutsch Chemische Gasphaseninfiltration) Hier ist die Form durch ein zu infiltrierendes Teil vorgegeben, zum Beispiel durch eine fixierte Gewebestruktur aus zum Beispiel Kohlefasern oder ein andere offenporige, schwammähnliche Struktur. Gasgemische und Abscheideprodukt entsprechen denen des CVD-Verfahrens (siehe auch keramischer Faserverbundwerkstoff).
- Physícal Vapor Deposition (PVD)
- (deutsch Physikalische Gasphasenabscheidung) Anders als beim CVD wird mithilfe physikalischer Verfahren das Ausgangsmaterial in die Gasphase überführt. Das gasförmige Material wird anschließend zum zu beschichtenden Substrat geführt, wo es kondensiert und die Zielschicht bildet. Anwendung besonders für dünne Schichten.
Das Trocknen
Nach der Formgebung ist der Rohling feucht durch
- mechanisch eingeschlossenes Wasser in den Hohlräumen
- physikochemisch gebundenes Wasser (Adhäsion, Kapillarwasser)
- chemisch gebundenes Wasser (Kristallwasser)
Die Trocknungsgeschwindigkeit hängt außer von dem umgebenden „Klima“ stark von der Rezeptur der Rohmasse ab. Um die Trocknungsgeschwindigkeit zur Vermeidung von Rissen niedrig zu halten, können die Rohlinge abgedeckt werden. Industriell erfolgt das Trocknen in klimatisierten Räumen. Das unter Nr. 2, insbesondere aber das unter Nr. 3 genannte Wasser wird allerdings erst durch den Brand vertrieben.
Drei Stadien des Trocknens
- Lederhart
- Der Scherben lässt sich nicht mehr verformen, besitzt aber noch soviel Feuchtigkeit, dass man ihn dekorieren kann
- Lufttrocken
- Der Scherben gibt bei Raumtemperatur keine Feuchtigkeit mehr ab und fühlt sich kühl an
- Brennreif
- Der Scherben fühlt sich nicht mehr kühl an, sondern erweist sich als bedingt saugfähig (Versuch: Zunge bleibt an Scherben kleben)
Der Brennprozess
Der Brennprozess (Roh- oder Schrühbrand) überführt den getrockneten Formkörper in ein hartes wasserfestes Produkt. In der technischen Keramik wird dieser Prozess auch als Sintern bezeichnet. Bei niedrigen Temperaturen (< 1.000 °C) werden flüchtige Bestandteile ausgetrieben (Wasser, Kohlendioxid, organische Hilfsstoffe). Dabei zersetzen sich die tonigen Bestandteile und bilden neue Minerale. In dem entstehenden „Scherben“ schließen sich Kristalle an den Korngrenzen zusammen (Kristallwachstum) und werden (falls enthalten) durch glasige Anteile verkittet. Anteil und Art (Korngrößenverteilung, Texturen etc.) der Kristall- und Glasphase sowie der Poren bestimmen die Eigenschaften des gebrannten Gutes.
Die angewandten Temperaturen reichen bis etwa 1.400 °C; bei Sonderkeramiken liegen sie auch erheblich höher. In Abhängigkeit von den Rohstoffen und dem gewünschten Produkt muss in vielen Fällen während des Brennprozesses variiert werden (Temperaturprofil). Überdies ist es häufig wichtig, dass der Prozess zeitweilig unter reduzierender Atmosphäre verläuft (z. B. Vermeiden von Gelbfärbung durch Eisenverunreinigungen bei weißem Geschirr oder bei Sanitärkeramik).
Bei der Massenproduktion werden periodische und kontinuierliche Öfen bzw. Töpferöfen unterschieden. Eingesetzt werden Kammer- und Ringöfen sowie Tunnelöfen (Herstellung von Porzellan) und Rollenöfen (für flache Erzeugnisse wie Fliesen). Überwiegend kommen Öfen mit fossilen Brennstoffen zum Einsatz. In Handwerksbetrieben werden meist elektrische Öfen verwendet. Bei Brennöfen für kleine Stückzahlen ist zu unterscheiden zwischen offenen Systemen, bei denen die Brenngase (mit unterschiedlicher Flammführung) in unmittelbaren Kontakt mit der Ware treten und Muffelöfen, bei denen die Brenngase das Brenngut indirekt erhitzen.
Für die nachträgliche Ermittlung von Brenntemperaturen, wie es zum Beispiel bei antiken Keramiken üblich ist, gibt es zwei methodische Ansätze. Entweder wird das angenommene Ausgangsmaterial experimentell solange kontinuierlich erhitzt, bis annähernd die gleichen Eigenschaften erzielt sind, oder es werden temperatur-indizierende Minerale (wie etwa Gehlenit), die ein begrenztes Temperatur-Stabilitätsfeld haben, genau untersucht und auf diese Weise die Brenntemperatur abgeschätzt.[6]
Glasuren
Glasuren sind dünne Glasüberzüge, die zwei wesentliche Forderungen erfüllen. Zum einen machen sie den porösen Tonkörper nahezu wasserdicht und geben ihm eine leicht zu reinigende Oberfläche. Zum anderen ermöglichen sie eine abwechslungsreiche, dekorative Gestaltung der Keramiken. Glasuren können farbig, transparent oder deckend (opak), glänzend, halbmatt oder matt sein. Sie können weich und niedrig schmelzend (bis 1.000 °C) oder hart und hoch schmelzend (ab 1.000 °C) sein. Nach ihrer chemischen Zusammensetzung kann man z. B. zwischen Borosilikat-, Feldspat-, Salz- und bleihaltigen Glasuren unterscheiden. In jedem Fall ist aber der glasbildende Hauptbestandteil SiO2, wie beim Flaschen- oder Fensterglas. Die Glasuren werden häufig ihn der Porzellanherstellung erst nach dem Schrühbrand der Ware aufgebracht (Tauchen, Spritzen, Pinseln, Stempeln) und in einem erneuten Brennprozess (Glattbrand) verglast. Dieser Brand wird auch „Sintern“ genannt und benötigt höhere Temperaturen als der Schrühbrand. Hierbei wird auch gleich der Scherben verdichtet.
Es gibt die Möglichkeit eines dritten Brandes (die Stromkosten steigen): Gerne verwendet man bei Aufglasurmalerei einen weiteren Brand. Dieser liegt unterhalb der Sintertemperatur. Auch beim Einsatz von Siebdrucktechnik lässt sich ein weiterer Brand nicht vermeiden: Hier müssen die Temperaturen sogar unterhalb der Schrüh-Temperatur liegen.
Bei der traditionellen Salzglasur wird beim Brand Steinsalz in das Feuer gegeben, dessen Gase das Brenngut überstreichen. Dabei senkt das entstehende, sich niederschlagende Natriumoxid oberflächlich die Schmelztemperatur und erzeugt auf dem Scherben eine Glasur.
Institutionen
Wissenschaft
Die Deutsche Keramische Gesellschaft e.V. (DKG) versteht sich als der technisch-wissenschaftliche Verein für die gesamte Keramik. Sie ist die Diskussionsplattform dieses Industriebereichs zu allen technisch-wissenschaftlichen Fragestellungen (Ausbildung, Fortbildung, Forschung, Lehre und Umweltschutz) und als zentrale Kontaktstelle zwischen Wissenschaft und keramischer Industrie.
Museen
- Keramikmuseum Westerwald - Deutsche Sammlung für historische und zeigenössische Keramik, Höhr-Grenzhausen.
- Deutsches Keramikmuseum, Düsseldorf; siehe Hetjens-Museum
- Porzellanikon - entstanden aus dem Zusammenschluss der 'Porzellanwelt Selb' (mit dem Europäischen Industriemuseum für Porzellan, dem Europäischen Museum für Technische Keramik und dem Rosenthal Museum) und dem Deutschen Porzellanmuseum (Hohenberg an der Eger)
- Stiftung Keramion, Frechen
- Museum Schloss Glücksburg - Sammlung zeitgenössischer internationaler Keramikkunst - seit 1975, Römhild
Anhang
Belege
- ↑ Siehe dazu auch: Klassifikation keramischer Massen
- ↑ Thomas Einwögerer: Die jungpaläolithische Station auf dem Wachtberg in Krems, Niederösterreich. Eine Rekonstruktion und wissenschaftliche Darlegung der Grabung von J. Bayer aus dem Jahre 1930. Mitteilungen der Prähistorischen Kommission Bd. 34, Wien 2000.
- ↑ Jeanette Werning: Früheste Scherben, frühester Reis, früheste Hirse. Zur Neolithisierung in China. In: Jörg Eckert (Hrsg.): Archäologische Perspektiven. Analysen und Interpretationen im Wandel. Leidorf, Rahden/Westfalen 2003, S. 103–129.
- ↑ Elisabetta Boarettoa u.a.: Radiocarbon dating of charcoal and bone collagen associated with early pottery at Yuchanyan Cave, Hunan Province, China. PNAS 2009, doi:10.1073/pnas.0900539106 (Abstract)
- ↑ Eric Huysecom: Wann begann Afrikas Jungsteinzeit? In: Spektrum der Wissenschaft. 8/2008, S. 62–67.
- ↑ C. Tschegg, Th. Ntaflos, I. Hein: Thermally triggered two-stage reaction of carbonates and clay during ceramic firing - a case study on Bronze Age Cypriot ceramics. In: Applied Clay Science. 43, 1, 2009, S. 69–78
Literatur
- Kleine Enzyklopädie Technik. Bibliographisches Institut, Leipzig 1972.
- Werkstoffe und Werkstoffprüfung – Grundlagen. In: Lueger Lexikon der Technik. (vier Bände), Rowohlt Taschenbuch-Verlag, Reinbek 2003, ISBN 3-499-19008-7.
- P. Rada: Die Technik der Keramik. Dausien 1989, ISBN 3-7684-1868-5.
- Sven Frotscher: dtv-Atlas Keramik und Porzellan. München 2003, ISBN 3-423-03258-8.
- R. Schreg: Keramik aus Südwestdeutschland. Eine Hilfe zur Beschreibung, Bestimmung und Datierung archäologischer Funde vom Neolithikum bis zur Neuzeit. Lehr- und Arbeitsmaterialien zur Archäologie des Mittelalters und der Neuzeit. Tübingen 1998, ISBN 3-9806533-0-7.
- Verband der Keramischen Industrie e.V. (Hrsg.): Brevier Technische Keramik. 4. Auflage. Fahner Verlag, Lauf a.d. Pegnitz 2003, ISBN 3-924158-77-0.
- Detlev Jantzen: Töpferei und Feuerkult - Vom Leben auf der Anhöhe bei Triwalk, Lkr. Nordwestmecklenburg. In: Die Autobahn A20 - Norddeutschlands längste Ausgrabung. Archäologische Forschungen auf der Trasse zwischen Lübeck und Stettin. Schwerin 2006, ISBN 3-935770-11-1, S. 33–6.
Weblinks
 Commons: Keramik – Sammlung von Bildern, Videos und Audiodateien
Commons: Keramik – Sammlung von Bildern, Videos und AudiodateienWeitere Museen:
- www.keramik-museum-berlin.de – Internetpräsenz des Keramikmuseum Berlin
- www.keramik-museum-buergel.de – Internetpräsenz des Keramik-Museum Bürgel
Bildungsorganisationen:
- Internetpräsenz des Fachbereiches Werkstofftechnik Glas/Keramik der FH Koblenz
- www.fs-keramik.de – Internetpräsenz der Staatlichen Fachschulen für Keramik, Höhr-Grenzhausen
- www.keramikschule.de – Internetpräsenz der Staatlichen Fachschule für Keramik Landshut
- www.cercco.ch – Internetpräsenz des Kompetenzzentrums für zeitgenössische Keramik der Hochschule für Gestaltung und Kunst in Genf
- www.keramikschule.at – Internetpräsenz der Landesfachschule für Keramik und Ofenbau in Stoob/Österreich
- www.bfzk.de – Internetpräsenz des Bildungs- und Forschungszentrum Keramik, Höhr-Grenzhausen
Wirtschaftsverbände:
- www.bkri.de – Internetpräsenz des Bundesverbandes Keramische Rohstoffe, Koblenz]
- www.keramverband.de – Internetpräsenz des Verbandes der Keramischen Industrie, Informationszentrum der Fachgruppe Technische Keramik, Selb
- www.keramverbaende.de – Internetpräsenz der Verbände der Keramischen Industrie, Selb
Weiterführende Informationen:
- Weiterführende Informationen – zu Rohstoffen für Keramik, Herstellungsverfahren, Gebrauchskeramik und Sonderkeramik









Wikimedia Foundation.