- Metallurgie
-
Metallurgie (gleichbedeutend Hüttenwesen) bezeichnet die Gesamtheit der Verfahren zur Gewinnung und Nutzung von Metallen sowie metallurgisch wichtigen Halbmetallen und Nichtmetallen aus Erzen, Erden, Salzen und Altstoffen.[1] Das Wort „Metallurgie“ ist zusammengesetzt aus dem altgriechischen μέταλλον métallon für eine Abbaustätte und ourgos für ‚den eine Tätigkeit Ausübenden‘.[2] Demgemäß arbeitet ein Metallurge in Abbaustätten und mit deren Inhalten. Das lateinische Wort metallum ist begrifflich enger, es bedeutet lediglich ‚Metall‘.[3]
Geschichte
Erzvorkommen begründen metallurgisches Werken
Kupfer-, Bronze- und Eisenwerkzeuge, nach denen Geschichtsepochen benannt wurden, verdanken sich Erkenntnissen, die man zufällig oder beabsichtigt, anfänglich sogar nur durch Ausbisse (frei zu Tage liegende Erzadern), gewann. Beispielgebend ist hier die Kupferzeit mit dem auffälligen Cuprit.[4] Aus der Kupferzeit entwickelte sich nach Entdeckung zinnhaltiger Erze (Cassiterit) die Bronzezeit, gefolgt von der Eisenzeit. Alle Epochen sind Zeugnisse zielgerichteten metallurgischen Werkens. Hiervon ausgehend ist es dennoch ein langer Weg, bis mit der Ingangsetzung des ersten Hochofens das „abgestochene“ Roheisen in Mengen für Eisenguss und ab dem 18. Jahrhundert für die Stahlerzeugung verfügbar wird. Die Stahlzeit und die im 20. Jahrhundert neben sie getretene Erdmetallzeit bestimmen heute viele Lebensumstände der Menschen.
Die traditionsreichen deutschen Vorkommen galten seit dem zu Ende gehenden 20. Jahrhundert unter dem Gesichtspunkt einer die Grenzkosten berücksichtigenden Kalkulation – also Selbstkosten, zu denen die Ausbeute gerade noch ohne Verlust marktfähig war – als ausgebeutet. Die betrifft den an Zinkerz reichen Goslarer Rammelsberg, das hessisch-siegerländische Eisenerz und den Uranabbau im sächsischen Erzgebirge, in dem bis 1990 Uranerz in wenig umweltverträglichem Umfang gefördert wurde. Als nicht mehr abbauwürdig galt bislang noch der jahrhundertelang betriebene Bergbau auf Silber im deutschen wie im slowakischen Erzgebirge. Gleiches gilt bisher noch für andere europäische Erzvorkommen, von denen das „Tauerngold“ im österreichischen Rauriser Tal auch deshalb erwähnenswert ist, weil sein Abbau durch nachweisliche, längerfristige Temperaturänderungen einmal begünstigt und dann wieder behindert wurde. 2010 führte der stark angestiegene, börsennotierte Silberpreis zu Überlegungen, im Erzgebirge auf der Grundlage neuer Erkenntnisse zu Abbauwürdigkeit und Abbautechnik auf Silber zu prospektieren. Bergbauberechtigungen wurden nachgesucht. 2011 wird ihre Erteilung bekannt.
Die stetig wachsende Erdbevölkerung und Industrialisierung, besonders des asiatischen Raums, bedingt seit Beginn des 21. Jahrhunderts einen stark wachsenden Bedarf an Rohstoffen für metallurgische Produkte, nicht zuletzt aufgrund neuer technischer Entwicklungen (Verkehrswesen, Kommunikationselektronik). Weltweit werden daher unter zunehmender chinesischer Beteiligung neue Lagerstätten exploriert. Die von gestiegener Nachfrage getriebene Entwicklung der Rohstoffpreise führt dazu, dass einige der vorgenannten Abbaugebiete, soweit sie nicht völlig erschöpft sind bei anhaltender oder sogar zunehmender Nachfrage eine Verschiebung der Grenzkosten bewirken und dadurch reaktiviert werden können.[5] Sogar bisher unerkannte Vorkommen, etwa in der mitteldeutschen Lausitz, werden für künftige Ausbeutung in Betracht gezogen.[6] Insbesondere die Suche nach Vorkommen von seltenen Erdmetallen, die für künftige technische Entwicklungen überaus wichtig sind wird lebhaft betrieben. Im Erzgebirge werden nicht nur neue Bergwerke für Flussspat und Schwerspat geöffnet, es wird auch auf das Vorhandensein bisher noch nicht erschlossener polymetallischer Lagerstätten für Lithium, Germanium, Indium sowie Wolfram, Molybdän und Tantal verwiesen.[7]
Aus alten Erfahrungen und sich stetig erneuernden Erkenntnissen ist die Metallurgie zu einer Technologie gewachsen. Schon im 19. Jahrhundert wurde zwischen Eisenmetallurgie und Nichteisenmetallurgie unterschieden. Den Stand der Technik sichert diesen beiden Haupt- sowie den Nebendisziplinen nicht nur die eigene Forschung. Unterstützung findet sie in anderen Disziplinen, die den Gesamtprozess vom Ausgangsstoff bis zu gebrauchsfertigen Gütern begleiten, darunter die Metallkunde, eng verbunden mit der Materialkunde, die Chemie sowie der Ofen-, Maschinen- und Anlagenbau.
 Eisenwerk (um 1875)
Eisenwerk (um 1875)
 Hochofenabstich in einem Stahlwerk (21. Jahrhundert)
Hochofenabstich in einem Stahlwerk (21. Jahrhundert)Zeittafel
Die folgende Zeittafel versucht die Entwicklung der Metallurgie vom Neolithikum bis zum Beginn der Moderne wiederzugeben. Die Zeitangaben für Kulturveränderungen sind für Europa, Asien und Afrika nicht immer übereinstimmend. Ausgehendes Mesolithikum (ca. 5500 v. Chr.) und beginnendes Neolithikum (ab 8000, nach anderen Angaben ab 5500 bis 2000 v. Chr.) werden sich überschneidend angegeben. Die jüngere Datierung reicht mit den bereits anzutreffenden Keramikkulturen (Schnur- und Bandkeramik, Glockenbecher als mit metallischem Schmuck gefüllte Grabbeigaben) noch weit in den auf ca. 5000 v. Chr. datierten Beginn der auch als Kupferzeit und in der Frühphase als Kupfersteinzeit bezeichneten frühen Bronzezeit hinaus.
um 8000 v. Chr. langsamer Übergang ins Neolithikum sesshafte Besiedelung ab 7750 nachgewiesen, Landwirtschaft, Metallschmuck, erste Erkenntnisse in Metallgewinnung und Bearbeitung um 4000 v. Chr. frühe Kupferzeit, auch Kupfersteinzeit Metallspiegel in Knossos, Beile aus Kupfer, Grabbeigaben in Form von Kupferdolchen und Goldschmuck, erste Gegenstände aus Eisen ab 2500 v. Chr. Frühe Bronzezeit Vordringen der Bronze aus dem Kaukasus in den mittelmeerischen Raum und nach Ägypten 1700–800 v. Chr. Bronzezeit Bronzene Streitwagen und Waffen, Schwerter, Denkmale, Schmuck (Bronzefibeln), Münzen, Werkzeug (Äxte), Bauwesen (Klammern als Verbinder von Marmorteilen) ab 1100 v. Chr. Einwanderung von Norden bringt – in Art und Zeitablauf nicht unumstritten – technischen Fortschritt. Dorische Reiterkrieger, bereits mit Eisenwaffen (ab 1200 bereits bei den Hethitern), sollen sich gegen Bronzeschwerter und Streitwagen durchgesetzt haben. ab 800 v. Chr. Frühe Eisenzeit Hallstattkultur, Verbreitung von Eisengegenständen im mitteleuropäischen Raum ab 600 v. Chr. Beginn der Eisenzeit in China um 500 v. Chr. Hochblüte hellenisch-römischer Antike ab 450 v. Chr. Jüngere Eisenzeit, La-Tène-Kultur weiterentwickelte Eisenverwendung Zeitenwende Römische Verhüttungsanlagen entstehen in erznahen Gebieten, Siegerland 200 n. Chr. Spätantike Zeit Fabricae (Manufakturen) treten in der Metallverarbeitung neben das Handwerk 400–600/700 n. Chr. Zeit der germanischen Völkerwanderung, Ende der Spätantike Weiterentwicklung bei der Verwendung von Eisen unter den Merowingern und Wikingern (Waffen, technische Gerätschaften). Bronze für Münzen, Kleinbildnisse, Reliefs, Denkmale um 1160 Beginn der Besiedelung des böhmisch-sächsischen Erzgebirges vorerst nur gezielter Abbau silberhaltiger Bleierze zur Silbergewinnung („Treibarbeit“) nach 1300 1318 erste urkundliche Erwähnung von Muldenhütten bei Freiberg/Erzgebirge als „Hüttenstandort“ erste „Hochschachtöfen“ treten an die Stelle bisheriger „Niederschachtöfen“, siehe Hochofen nach 1400 zunehmende frühindustrielle Eisengewinnung und -verarbeitung. nach 1500 Beginn der in die heutige Zeit führenden Entwicklung. mit Georgius Agricola (XII Libri) treten technische Hilfsmittel zur Erzgewinnung und Verarbeitung an die Stelle bloßer Handarbeit;
aus böhmischem Silberabbau werden 1519 die ersten Joachimsthaler geprägtVom Kupferbeil bis zur Bronzezeit


 Kupferplatten aus dem Schiff von Uluburun (14. Jh. v. Chr.) in der für den Transport günstigen Ochsenhautform
Kupferplatten aus dem Schiff von Uluburun (14. Jh. v. Chr.) in der für den Transport günstigen OchsenhautformDie Entwicklungsgeschichte der Metallurgie nimmt im Rückblick ihren Anfang vor etwas mehr als 8000 Jahren, im zu Ende gehenden Mesolithikum und dem Übergang in die Jungsteinzeit (siehe dazu voranstehende Zeittafel). Neuere Forschungen in Kleinasien entdeckten sogar in frühen, ca. 12.000 Jahre alten Siedlungen erste metallurgische Ansätze. Sie bestätigen die Ansicht, wonach die frühe Metallurgie entscheidend von der Umstellung der nomadisierenden „Jäger und Sammler“ zu Ackerbauern und Siedlern mit „festem Herd“, anstelle wechselnder, offener Feuerstellen, bestimmt wurde. Vielleicht steht am Anfang metallurgischer Erkenntnisse ein zufälliger Fund, sei es von gediegenem (reinem) Metall, wie das glänzende Flussgold aus Gebirgswässern, sei es ein metallreiches Erz (Rotkupfererz), das wegen seiner Farbe Interesse weckte. Es ist vorstellbar, dass ein aus Gestein errichteter fester Herd bei langsamer Verbrennung Holzkohle entstehen ließ, die aus 80 % Kohlenstoff besteht. Wird ein nach Verbrennung der flüchtigen Bestandteile flammenlos, also anscheinend matt gewordenes Feuer durch Luftzufuhr (blasen) „aufgefrischt“, so werden beim Verbrennen der Holzkohle 1000 °C und mehr erreicht. Aus Rotkupfererz wird dann Kupfer, aus Zinnkies, einem Kupfer-Zinn-Eisen-Schwefel-Erz, sogar eine natürliche Legierung aus Kupfer und Zinn ausgeschwitzt. Das kann zu metallurgischen Überlegungen anregen. Bildliche Darstellungen zeigen den Einsatz von Blasrohren zu dieser erst viel später als „Herdfrischen“ bezeichneten Technik. Der zugeführte Luftsauerstoff oxidiert Schwefelgehalte im Erz, ebenso den für die schmiedende Bearbeitung von Eisen hinderlichen Kohlenstoff. Schwefel wird zu flüchtigem, weil gasförmig anfallendem Schwefeldioxid (SO2), Kohlenstoff zu Kohlendioxid (CO2), wobei zusätzlich Reaktionswärme entsteht.
Erste zweckgerichtete Schmelzöfen werden bereits für die frühe Kupfersteinzeit (4500–3500 v. Chr.) nachgewiesen, nach Forschungen des 21. Jahrhunderts vermutet man sie (Kupferbeile) sogar auf dem Gebiet des heutigen Serbien. [8] Leitfunde metallurgischen Wirkens sind ab 3000 v. Chr. die (keramischen) Glockenbecher als bei Bestattungen einheitliches Merkmal unterschiedlicher Kulturkreise (Glockenbecherkultur). Die Gräber enthalten außer den namengebenden Glockenbechern vielfältige Grabbeigaben, darunter Schutzschilde und Dolche aus Kupfer, ferner Gold und Elfenbein. Auf die „frühe“ folgt eine „späte“ Kupferzeit, die jedoch ab 3000–2500 v. Chr. bereits in die „frühe Bronzezeit“ übergeht. In sehr langen Zeiträumen und in sich teilweise überschneidenden Kulturkreisen, aber in deutlicher Anlehnung an lokale und regionale Erzvorkommen (böhmisches Erzgebirge) entstehen mit der Zeit Zentren metallurgischer Weiterentwicklung, die sich durch Handelsstraßen und Schifffahrtswege miteinander verbinden. Dies geschieht in Mitteleuropa, in der Ägäis (Schiff von Uluburun), in Südspanien, in England, im Karpatenraum und dem Balkan. Diesem Kreis fließt um 3000 v. Chr., zu Beginn der frühen Bronzezeit, Wissen aus dem Kaukasus und aus Anatolien zu, das ebenso nach Mykene, Kreta und Ägypten gelangt und in den dort bereits ausgeprägten Hochkulturen für Kunstwerke, wie in der Alltagswelt Eingang findet. Für den Mittelmeerraum gibt Kupfer, griechisch „chalkos“ (Chalkidike), bei den Römern „aes cyprium“ („Erz aus Zypern“) genannt, mit reichen Vorkommen die Grundlage für eine nun umfassende metallurgische Weiterentwicklung, die nicht nur Kleinteile und Waffen zu Handelsartikeln der Phönizier macht, sondern auch Großbronzen hervorbringt. Der Koloss von Rhodos wurde schon damals zu den „Weltwundern“ gezählt. Die Verarbeitung von Gold als Wertaufbewahrungsmittel erkennt bereits Pharao Menes aus der ersten Dynastie des „alten Reichs“, er lässt kleine Goldbarren mit einer Art „Garantiestempel“ versehen. Kenntnisse, Gold zu schmelzen und zu bearbeiten, lassen sich auf 3000 v. Chr. zurückführen und liegen auch wegen der fast gleichen Schmelzpunkte von Gold (1063 °C) und Kupfer (1083 °C) nahe. Getriebene und gegossene Gebrauchsgegenstände und Schmuckstücke aus Gold und Silber (Schmelzpunkt 960,5 °C), ferner zahlreiche Teile aus reinem Kupfer wurden von Heinrich Schliemann 1873 bei seiner Suche nach dem homerischen Troja gefunden und im Irrtum als „Schatz des Priamos“ einer weit jüngeren Kultur zugeordnet.
Die Skythen, ein Reitervolk ohne Schrift und Münzwesen, insofern noch keine Hochkultur, stellen bereits sehr kunstfertig Goldschmuck her, wie erschlossene Fürstengräber (Kurgane) zeigen. Auch die Kelten verwenden Gold für Schmuckgegenstände und Herrschaftsinsignien. Als Mittel zur kontrollierbaren Wertaufbewahrung für die Untertanen wird Gold ungefähr 600 v. Chr. von König Krösus von Lydien zu Münzen geschlagen („Goldstater“). Damit wird es zugleich Zahlungsmittel. Die ägyptischen Ptolemäer gewinnen in vorchristlicher Zeit Gold bergmännisch in Golderz führenden Minen, die Römer beuten die spanischen Silbererzvorkommen aus, um Münzen, Statuen, Gefäße und andere Beweise des Reichtums herzustellen.
Vorderer Orient, Indien, China, Südostasien, Japan
Im vorderen Orient finden sich Bronzen, beispielsweise die eines Königskopfes, aus der Zeit des akkadischen Reichs (Mesopotamien) um 2300 v. Chr. Obwohl die Kenntnisse vorhanden waren, bildeten die nachfolgenden Reiche ihre Herrscher bevorzugt wieder in Stein oder Alabaster ab. Im 2. und 3. Jahrtausend v. Chr. beschränkten sich die herstellbaren Metalle auf Gold, Silber, Kupfer, Zinn und Blei, wobei in den gefundenen Artefakten noch weitere Metalle gefunden wurden, die sich beim Verhütten aus Erzen mit den Hauptmetallen legiert hatten. Bei den Bronzen wurden zwei Legierungen hergestellt und verarbeitet, die Arsenbronze und die Zinnbronze. Eisen fiel zunächst als Nebenprodukt bei der Verhüttung von Kupfer an, wurde dann aber ab dem 1. Jahrtausend v. Chr. immer bedeutungsvoller.
In Teilen des indischen Subkontinents wird gegen Ende des 4. Jahrtausends v. Chr. der Gebrauch von Kupfer und Bronze nachweisbar, zeitgleich mit der Herausbildung „städtischen Lebens“ (Indus-Kulturen). Südostasien kennt Kupfer und Bronze etwa seit 3000 v. Chr. Aus China wird dies erst um 1600 v. Chr. berichtet. Gut bearbeitbare Legierungen (mit erniedrigten Schmelzpunkten), wie goldfarbenes Messing, werden erfunden. Dokumentiert ist auf diesem Gebiet der Einfluss der von 1700 bis 1100 v. Chr. herrschenden Shang-Dynastie. Auf sie werden die bronzenen Trommeln (Dong-Son-Kultur) zurückgeführt, die um 1000 v. Chr. zahlreich in den südlichen Provinzen anzutreffen sind.
Japan steht kulturell zuerst unter dem Einfluss Chinas und des dort verbreiteten Shintoismus. Um 500 n. Chr. fasst der Buddhismus Fuß. Die Figur des Daibutsu von Nara, aus einer zinnarmen Bronze gegossen, soll 380 t schwer sein. Belege für früheres metallurgisches Wirken sind Bronzespiegel aus der Periode zwischen 3000 und 710 v. Chr. Die Yayoi-Zeit ab 350 v. Chr. wird ebenfalls aus Spiegeln, Glocken und Waffen sichtbar.
In der Gesamtschau steht der asiatische Raum mit seinen metallurgischen Kenntnissen nicht hinter dem europäischen zurück, wenngleich erst seit 600 v. Chr. von einer beginnenden Eisenzeit gesprochen wird. Karawanenwege, wie die Seidenstraße, vielleicht mehr noch der Handel auf dem Seewege, begünstigen zunehmend den Austausch von Erkenntnissen und aus solchen entstandenen Produkten. Dazu gehört eine 200 v. Chr. in Europa noch unbekannte, weißglänzende Kupferlegierung, die in China „Packfong“ genannt wird.
Von der frühen Bronzezeit bis zum Beginn der frühen Eisenzeit
Wegen des nicht zwischen Kupfer und Bronze differenzierenden griechischen Wortes „chalkos“ (χαλκὀς) wird die frühe Bronzezeit auch späte Kupferzeit genannt.[9] Die aus Erfahrung gewonnene Kenntnis einer gezielten Verbesserung der Eigenschaften von Kupfergegenständen durch Zulegieren von Zinn und Zink setzt sich nach heutigen Maßstäben relativ schnell durch. Messing als Kupfer-Zink-Legierung ist entweder chinesischer oder persisch-indischer Herkunft.
Figürliche Funde beweisen die fast gleichzeitige Entwicklung bei Blei. Der verbreitet vorkommende Bleiglanz wird zuerst nur als Silberträger gesucht, bei dessen Gewinnung anfallendes Blei gilt als „Abfall“. Sein niedriger Schmelzpunkt von nur 334 °C begünstigt, einmal erkannt, Überlegungen, die zu vielfältiger Nutzung führen. Man kennt sehr frühe figürliche Gegenstände (Hallstattfunde), gefolgt von Gebrauchsgegenständen – (römische Zeit mit Gefäßen, Röhren, Platten). Bleiguss erlangt noch eine späte Blüte in Denkmälern der Barockzeit, wobei die Giftigkeit der beim Schmelzen auftretenden Bleidämpfe sehr lange nicht beachtet wurde.
Ein weiteres „historisches“ Metall ist Nickel. Als Bestandteil von Kupfer-Zink-Legierungen (Messing) findet es sich erstmals um 200 v. Chr. in China. Bis heute ist das nickelhaltige Neusilber Basistyp für Bestecklegierungen.
Biblische Überlieferungen
Sie sind zeitlich schwer einzuordnen, gehen aber auf sehr alte Schriften zurück.
Er wird sitzen und schmelzen und das Silber reinigen;
er wird die Kinder Levi reinigen und läutern wie Gold und Silber.
Maleachi 3, Vers 3 (Altes Testament)Schmelzen, Läuterung (Reinigen der Schmelze von Fremdstoffen) und Treibarbeit (zur Entbleiung) werden fachlich korrekt an verschiedenen Stellen der alttestamentlichen Bibel beschrieben. Mit Tubal-Kain (1. Buch Mose 4:22) und Maleachi werden frühe Metallurgen und ihre pyrometallurgischen Techniken beschrieben. Sie weichen von den heutigen in ihren Grundlagen nur wenig ab. Schmuck- und Gebrauchsgegenstände aus Gold, Silber und Bronze, werden verfertigt. Eisen ist nicht unbekannt, wird – nach den Funden zu schließen – noch recht selten verwendet, so dass ihm sogar Schmuckeigenschaft zukommt.
In Jeremia 6, Vers 27–30, wird ein Metallurge zum Richter über Abtrünnige, die er in einem Vergleich mit ungenügend getriebenem als „verworfenes Silber“ bezeichnet. Im 2. Buch Mose, 32:1–4, wird vom „Goldenen Kalb“ überliefert, dass es aus eingeschmolzenem Schmuck der sich von Jahwe abwendenden Israeliten gegossen worden sein soll.
Der lange Weg in die Eisenzeit
 Hallstattfunde
HallstattfundeBereits in der mittleren Bronzezeit ab 1200 v. Chr. beginnt die allmähliche Verdrängung der Bronze durch Eisen, dessen Gewinnung möglich wurde – wenngleich nach heutigen Maßstäben auf noch recht einfache Weise – nachdem man die erforderlichen Grundprinzipien erlernt hatte. Zur reduktiven Herstellung von Eisen aus Eisenerzen benötigte man nämlich deutlich höhere Temperaturen als für die Gewinnung von Kupfer bzw. Bronze. Mit dem zur Verfügung stehenden Brennstoff und Reduktionsmittel Holzkohle erforderte das eine besondere Konstruktion der Schmelzöfen in Bezug auf die Luftzufuhr, um die notwendigen Temperaturen zu erreichen. So fiel das Eisen zunächst nicht in geschmolzener Form sondern als Luppen an, weil die Schmelztemperatur des Eisens von 1535 °C mit den zur Verfügung stehenden Öfen nicht erreicht werden konnte. Erst durch Techniken wie Aufkohlen, Tempern und Abschrecken war man in der Lage, Eisen-Kohlenstoff-Legierungen und damit Stahl zu erhalten, womit allmählich das Kupfer bzw. die Bronze verdrängt wurden. Sichtbar wurde dies in der um 700 v. Chr. voll ausgeprägten Hallstattkultur, die als „frühe Eisenzeit“ bezeichnet wird. Kelten, Slawen, Italiker und Illyrer hatten hieran gleichen Anteil. Etwa ab 450 v. Chr. folgt als zweite Stufe die La-Tène-Zeit, eine eisenzeitliche Epoche, die bis zur Zeitenwende und noch darüber hinaus reicht. Waffen, Werkzeuge und Gebrauchsgegenstände werden erstmals aus Eisen gefertigt.
Der Übergang von der Bronze- zur Eisenzeit ist ein aus heutiger Sicht langsamer Fortschritt, denn abgesehen von in die Zeit um 5000 v. Chr. zurückdatierten Einzelfunden aus Ägypten tragen erst ab 1600 v. Chr. (Hyksos) sich wiederholende Einfälle von mit Eisenwaffen kämpfenden Reitervölkern zur Verbreitung des Eisens bei. Interessant ist in diesem Zusammenhang die Verwendung des aus dem Indogermanischen stammenden Wortes „ehern“, also „von großer Dauerhaftigkeit“ (vergleiche „Aera“). Nördlich der Alpen verstand man darunter „Eisernes“, für Italiker und Iberer war es „Bronzenes“.
Eisen für Waffen gelangt ab 660 v. Chr. auf Handelswegen aus Asien bis nach Nordafrika, findet sich jedoch, was erstaunlich ist, erst 700 Jahre später (100 n. Chr.) im Süden Afrikas. Die mittelamerikanischen Hochkulturen geben Belege für die Verwendung von Eisen erst für die Zeit um 500 n. Chr.
Die Bedeutung von Herrschaftseinflüssen für die metallurgische Entwicklung
Die Darstellung metallurgischer Entwicklung im Zuge von Kulturepochen, die keineswegs abrupt sondern mit oft langen Übergangszeiten aufeinander folgen, wird von geschichtlichen Herrschaftsepochen überlagert. Am nachhaltigsten hat sich die Antike eingeprägt. Ihr Beginn wird etwa um 2500 v. Chr. gesehen und mit der frühen Bronzezeit gleichgesetzt. Deutlicher wird der Einfluss mit dem Beginn der in Ursprung und Auswirkung umstrittenen „dorischen Wanderung“ um 1100 v. Chr. In deren Verlauf setzen sich von Norden kommende, berittene „Krieger mit Eisenwaffen“ gegen noch mit Bronzeschwertern und zweirädrigen Streitwagen kämpfende Gegner durch. Sie bringen aber nicht nur auf diesem Gebiet Fortschritte (Balkan- oder „Karpatentechnik“). Der bis dahin vorherrschende kretisch-minoische Einfluss, Plätze wie Mykene und Tiryns einschließend, wird nach vielen lokalen und regionalen Kriegen schließlich von der sich über weite Teile des Mittelmeerraumes ausdehnenden (Magna Graecia) hellenischen Antike abgelöst (Tempelbau mit Hilfe von Bronzeklammern und dorischen, ionischen und korinthischen Kapitellen).
Gold und Silber werden als gediegenes Metall gefunden, insbesondere leicht zugängliches Flussgold, oder als silberhaltige Ablagerung (Goldseifen) sowie aus sichtbar silberreichen Erzadern. Als wertvolles Gut werden Gold und Silber nicht nur zum Handelsgegenstand, sondern zur Beute auf Kriegszügen. Der so gewollte oder erzwungene regionale und überregionale Austausch trägt zur Verfeinerung der aus Mykene und frühen Schichten Trojas überlieferten Kunstfertigkeit bei der Herstellung von ornamentalem Schmuck und Kultgegenständen bei. Von großer Bedeutung sind ab 700 v. Chr. die ersten Münzprägungen aus Gold oder Silber. Sparta als Ausnahme führt um 660 v. Chr. Eisen in Barrenform als „Inlandswährung“ ein.
Die hellenisch bestimmte Antike erreicht einen Höhepunkt um 500 v. Chr., danach wird sie vom bereits um 1000 v. Chr. beginnenden Aufstieg der Etrusker und ab 700 v. Chr. von dem Roms bestimmt. Dabei bleibt es für fast ein Jahrtausend, in dem es immerhin für eine Oberschicht noch lange als vornehm gilt, sich „griechisch“ zu geben.
In der Römerzeit reicht die Bedeutung der Bronze nochmals über figürliche Darstellungen (Standbilder) und Kultgegenstände hinaus. Sie bleibt im Bauwesen bei der Verbindung von Marmorteilen weiterhin unentbehrlich (gegossene oder geschmiedete Bronzeklammern), ferner bei Bedachungen und im Wagenbau. Eisen ist wegen seines im Vergleich zu Kupfer, aber auch Gold und Silber sehr hohen Schmelzpunktes von 1535 °C immer noch schwer herzustellen. Seine Verwendung beschränkt sich bis in die Zeit der Merowinger auf Werkzeuge und vor allem Waffen. Berühmt wurde damals der Damaszenerstahl mit seinem lange geheim gehaltenen, besonderen Härtungsverfahren.
In die Spätantike fällt die Zeit der vorwiegend germanischen Völkerwanderung vom 4. bis 6. Jahrhundert n. Chr. Rom verwandelt sich ab der Zeit Kaiser Konstantins zu einem christlichen Reich. Noch nicht völlig von der Bronzekultur gelöst (Denkmale), geht das Weströmische Reich 476 unter, während sich das Oströmische Reich behaupten kann.
Die Kenntnisse des Bronzegießens erhalten sich im religiösen Bereich, dort (Glockenguss seit 750, Kirchentüren aus Rotguss 1015 in Hildesheim) und als Herrschaftszeichen (Braunschweiger Löwe v. 1166). Die Erfindung des Schießpulvers bringt neue Aufgaben. „Stückgießer“ sollen 1372 die ersten Kanonen aus Erz – also aus Bronze – gegossen haben. Gießhütten entstehen und wieder sind es die Kirche und die Herrscher, die Grabmäler und Denkmale in Auftrag geben. Neben die Bronze tritt hierfür Messing mit dem Sebaldusgrab in Nürnberg (1519), dem Jan-Wellem-Denkmal in Düsseldorf (1711). Ab 1800 wird Kunstguss aus Eisen „hoffähig“ (Grabplatten) und im 19. Jahrhundert entstehen wieder Herrscher und Staat bestätigende Großbronzen der Neuzeit (Bavaria in München 1850).
Vom mittelalterlichen Hochofen zum Elektrostahlwerk
Europa liegt lange hinsichtlich der „industriell“ betriebenen Gewinnung und Verarbeitung von Metallen, nicht allein von Eisen, hinter China und Ägypten zurück. Die bei Ausgrabungen in Ägypten gefundenen, vermutlich 5000 Jahre alten, noch gut konservierten Eisengegenstände lassen keine sicheren Schlüsse auf die damalige Art der Eisengewinnung zu. Immerhin ist alten wie neueren Nachschlagewerken (Meyer, Brockhaus) zu entnehmen, dass bereits um 1200 v. Chr. die Philister (Talbewohner im Unterschied zu den bergbewohnenden Israeliten) Kenntnisse in der Eisengewinnung besitzen. Bronze kann noch in einem aus Lehm gefertigten Niederschachtofen mit natürlichem Zug hergestellt werden, die Gewinnung und Verarbeitung von Eisen ist jedoch ohne Einsatz eines leistungsfähigen Blasebalgs nicht denkbar. Nur durch die reichliche Zufuhr von Luftsauerstoff ist eine Temperatursteigerung von für Bronzen ausreichenden 1100 °C auf die für die Eisengewinnung nötigen mehr als 1600 °C möglich. In der Bronzezeit werden zwar schon in Rennöfen (Rennfeuer) aus einer Mischung von eisenreicheren Erzen – wie Hämatit/Roteisenerz und Holzkohle – und der Luftzufuhr mittels noch sehr einfacher Blasebälge (Rennfrischen) sogenannte „Luppen“ – ungeformte Klumpen aus schmiedbarem (weil kohlenstoffarmem) Eisen – gewonnen und für Waffen, Rüstungen und Werkzeuge verwendet. Dieser erste Schritt in die Eisenzeit bringt aber noch keine wirklich nennenswerten Eisenmengen hervor. Eine Verbesserung führt zu den sogenannten Wolfs- oder auch Stücköfen, Vorläufern des heutigen Hochofens. Sie liefern auf der Sohle (Boden des Ofens) flüssiges Roheisen, der darüber befindliche „Wolf“ gibt beim Glühen und Frischen Kohlenstoff ab und wird zu Stahl oder schmiedbarem Eisen.
 Ofenplattenguss (um 1700)
Ofenplattenguss (um 1700) Gusseisenstütze des Daches eines Pavillons von um 1900, in Sand geformt und gegossen, schwarz lackiert
Gusseisenstütze des Daches eines Pavillons von um 1900, in Sand geformt und gegossen, schwarz lackiertObwohl in zeitgenössischen Aufzeichnungen von ersten Hochschachtöfen (Hochöfen im heutigen Sprachgebrauch) bereits im 14. Jahrhundert und von frühindustrieller Eisenerzeugung im 15. Jahrhundert berichtet wird, kann von einer im technischen Sinne zu Recht so genannten „Eisenzeit“ erst gesprochen werden, als es gegen Ende des 16. Jahrhunderts erstmals gelingt, mit durch Wasserkraft angetriebenen Blasebälgen dauerhaft Temperaturen von mehr als 1400 °C zu erreichen. Damit ließ sich der erste konzeptionell echte, aber noch auf Holzkohle aus in den noch dichten Wäldern angelegten Kohlenmeilern angewiesene Hochofen in Gang setzen, der Roheisen in nennenswerten Mengen erzeugen konnte. Mittelalterliche Büchsenmeister – anstelle der früheren „Stückgießer“ – verarbeiten es als „Formguss“ zu Geschützen und Kanonenkugeln, später zu verschiedensten „Gusswaren“, wie den, eine ganze Industrie begründenden, Siegerländer Ofenplattenguss. Mit der Weiterentwicklung einfacher Schachtöfen zu kleinen Hochöfen, heute Kupolöfen genannt, konnten auch größere Mengen an Gusseisen erschmolzen werden. Damit wurde der Eisenbau möglich, der vom verzierten Gartenpavillon bis zu größeren Objekten (Brücke über den Severn, Gießhalle der Sayner Hütte) Gusssegmente lieferte, die dann zu Fertigbauten zusammengesetzt wurden. Die Zusammenfügung von gegossenen und gewalzten Teilen führte gegen Ende des 19. Jahrhunderts zu Großbauten (Frankfurter Bahnhofshalle), bis diese Technik vom reinen Stahlbau abgelöst wurde.
Parallel zu dieser Entwicklung vervollkommnete sich der Eisenguss seit dem ersten Drittel des 19. Jahrhunderts durch den Bedarf der Maschinenbauer und des Eisenbahnwesens an eisernen Gussteilen.
Georgius Agricola (1494–1555), Mineraloge, Geologe und Verfasser des für Erzabbau und -verhüttung grundlegenden Werks „De re metallica libri XII“ („zwölf Bücher vom Berg- und Hüttenwesen“), gab mit genauen Beschreibungen und Stichen technischer Einrichtungen und Verfahren, wie beispielsweise „Fahrkunst“, „Wasserkunst“, Stollenbau, Schmelzofenbau, oder Röst- und Treibarbeit, nicht nur für seine Zeit gültige Regeln für eine „moderne“ Metallurgie. Die bis heute erhalten gebliebenen Anlagen der für Bergbau und Verhüttung unerlässlichen „Wasserkunst“ wurden im Jahr 2010 als Oberharzer Wasserregal zum Weltkulturerbe erklärt.

Ein nicht mehr mit Holzkohle, sondern mit Koks betriebener Hochofen geht 1781 in England in Betrieb, 1796 folgt das schlesische Gleiwitz. 1837 werden erstmals die heißen Gichtgase nutzbar gemacht (Faber-du-Faur-Verfahren). Da das frühe Roheisen mit bis zu 10 % Kohlenstoffgehalt weder schmiedbar noch schweißbar ist, werden verschiedene Methoden des „Frischens“, also des Kohlenstoffentzugs, entwickelt. Vom historischen Ansatz „Herdfrischen“ ausgehend, über den arbeitsintensiven „Puddelofen“, findet sich eine Lösung in dem 1855 von Henry Bessemer erfundenen „Windfrischen“, bei dem Pressluft von unten durch ein mit saurer (silikatischer) Masse ausgekleidetes, großes birnenförmiges Gefäß (Bessemerbirne) geblasen wird. Dabei wird Kohlenstoff – und mit ihm noch andere unerwünschte, oxidierbare Beimengungen des Roheisens, wie (das Prozesswärme liefernde) Silicium – so weit oxidiert, faktisch verbrannt, dass das derart behandelte Eisen nun schmiedbar wird. 1878 wird das Verfahren von Sidney Thomas und Percy Gilchrist durch eine basische Auskleidung der „Birne“ entscheidend verbessert, die auch den Phosphorgehalt reduziert. Mit diesem Verfahren werden die im Eisengehalt niedrigeren Brauneisenerze (30–55 % Fe), zu denen auch die sehr feinkörnig geförderte lothringische Minette gehört (nur 20–40 % Fe) und deutsches Raseneisenerz (Salzgitter) zu Guss- und Schmiedestahl verarbeitbar. Die im Hochofenprozess im Verhältnis 2:1 überwiegende Schlacke wird – gemahlen – als nun phosphorhaltiges „Thomasmehl“ zum ersten „Kunstdünger“ für die Landwirtschaft, die damit aber von der Eisenverhüttung abhängig bleibt, bis im 20. Jahrhundert die Ammoniaksynthese nach Haber-Bosch zur Alternative wird. Die genannten Blasstahlverfahren finden eine nochmalige Verbesserung mit dem LD-Verfahren, das bei der Stahlerzeugung zum Frischen reinen Sauerstoff einführt und nach gut vierhundert Jahren Geschichte des Hochofens, der indessen bei entsprechenden Bedingungen nach wie vor seine technische Berechtigung behält, zum Stand der Technik wird.
Der klassische Hochofen verliert seine Alleinstellung als Roheisenlieferant für die Stahlerzeugung bereits mit der Einführung des Siemens-Martin-Ofens mit der Martinschen Regenerativfeuerung. In ihm wird bei einer Temperatur von 1700 °C im „Herdfrischverfahren“ Roheisen zusammen mit oxidhaltigem Schrott zu kohlenstoffarmem Stahl (Schrottverwertung als erstes Recyclingverfahren). Das Elektrostahl-Verfahren geht noch einen Schritt über das Siemens-Martin-Verfahren hinaus. Schrotte und durch Direktreduktion aus reichen Erzen erzeugter Eisenschwamm (Pellets) werden in einem Lichtbogenofen zu Stählen oder Gusseisensorten.
Ein auf maximalen Durchsatz ausgelegtes, herkömmliches Hochofenwerk ist wegen seines großen Bedarfs an Einsatzstoffen auf die Nutzung von Standortvorteilen angewiesen, um wirtschaftlich zu sein. Für den Hochofenbetrieb sind dies lokale und regionale Erz- oder Kohlevorkommen, ergänzt durch die Infrastruktur. Ein bedeutendes deutsches Werk in Duisburg, Europas größtem Binnenhafen, schätzt die Standortvorteile so hoch ein, dass nach Jahrzehnten 2008 ein neuer Hochofen im Betrieb geht. Ein österreichisches Werk wurde seinem Erzvorkommen nahe (steirischer Erzberg) am Großschifffahrtsweg Rhein-Main-Donau errichtet. Binnen- und Seehäfen mit entsprechend ausgebauter Kapazität ermöglichen es heute die erforderlichen Einsatzstoffe kostengünstig per Schiff zuzuführen und damit selbst an erz- und kohlearmen Standorten ein Hochofenwerk zu betreiben. Das Elektrostahlwerk (Mini-Stahlwerk), dem eine bloße Verkehrsanbindung zu Land oder Wasser genügt, tritt dennoch zunehmend an dessen Stelle. Es kann sich elastisch an die jeweils verfügbaren Mengen seines Rohstoffs Schrott anpassen und anders als ein Hochofen diskontinuierlich und bei geringerer Umweltbelastung arbeiten. Eine Gegenbewegung zeigt die Abwanderung der klassischen Roheisenerzeugung im Hochofen samt dem angeschlossenen Stahlwerk zu den Basisrohstoffen, vornehmlich Lagerstätten mit hochwertigem Eisenerz (Brasilien, Belo Horizonte). Der so erreichte Vorteil begünstigt den global orientierten Transport der Erzeugnisse.
Die Wiederkehr des Kupfers
Seit der Mitte des 19. Jahrhunderts und der einsetzenden Industrialisierung beginnt in Europa eine Art neuer Zeit für Kupfer und Kupferlegierungen: Nicht mehr die Bronzen stehen im Vordergrund. Die Wiederkehr des Kupfers wird nachdrücklich von einer neuen Legierung auf Kupferbasis bestimmt, sie heißt „Gun Metal“ oder „Kanonenbronze“ und ist eine damaligen militärischen Anforderungen gerecht werdende Kupfer-Zinn-Zink-Blei-Legierung, hauptsächlich für Geschütze. Später und bis heute wird sie als Maschinenbronze oder Rotguss bezeichnet und besonders für Armaturen eingesetzt.
In gleicher Weise von Bedeutung für den Verbrauch von Kupfer ist die Wiederentdeckung des historischen Messings als besonders vielseitige Guss- wie Knetlegierung (Patronenhülsen, Kartuschen, Bleche, Drähte und daraus hergestellte Drahtgeflechte). Aus feinen Messingdrähten gefertigte Siebe für Haus und Gewerbe tragen die Bezeichnung Leonische Waren. Heute sind es die in hochspezialisierten Werken hergestellten „Kabelbäume“, nach denen die moderne Elektronik nicht nur in Kraftfahrzeugen und Großflugzeugen verlangt.
Der zivile Bereich benötigt mit der Einführung der Telegrafie, später des Telefons, größere Entfernungen überbrückende, hoch leitfähige Kupferdrähte. Gleiches gilt für die Ankerwicklung, seit Werner von Siemens 1866 das dynamo-elektrische Prinzip entdeckt und durch die damit ermöglichte Anwendung des Elektromagneten gegen Ende des 19. Jahrhunderts kleine, schnelllaufende Elektroantriebe (Elektromotoren) für Arbeitsmaschinen verfügbar sind und Dampfmaschine und Treibriemen allmählich ersetzen. Es folgen die Generatoren zur Stromerzeugung in Kraftwerken und damit wieder ein Bedarf für die zur Übertragung der hochgespannten Ströme nötigen Freileitungen aus Kupfer.
Für öffentliche und individuelle Heizungsanlagen und Wasserversorgung (Armaturen) entsteht Bedarf an Kupferrohren. Für wassergekühlte Verbrennungsmotoren in Automobilen wird ein Röhrenkühler aus Kupfer (Kühler) verwendet. Insgesamt sind gemäß Fachpresse im Jahr 2008 in einem Auto rund 25 kg Kupfer enthalten.[10] Für Elektroautomobile rechnen gleiche Quellen mit einem Mehrbedarf von 40 kg Kupfer je Fahrzeug.
Im Schiffbau findet das korrosionsfeste und Muschelbewuchs abwehrende Kupfer unterhalb der Wasserlinie Anwendung (Fouling), oberhalb dominiert dagegen Messing bei Ausrüstungsgegenständen, Beschlägen und Instrumenten. Die dabei bewiesene Resistenz gegen Witterungseinflüsse lässt zahlreiche Einsatzmöglichkeiten im Bauwesen wie im Verkehr entstehen. Die bakterizide Eigenschaft von Messingklinken und -griffen erweist sich bei öffentlichen Verkehrsmitteln als vorteilhaft.
Die „Erdmetalle“ kommen
Neben die sich den Erfordernissen der Moderne (Stahlkonstruktionen, Eiffelturm) anpassenden „Eisenzeit“ tritt seit dem Ende des 19. Jahrhunderts etwas metallurgisch völlig Neues, die „Erdmetallzeit“. Die Bezeichnung Erdmetalle tragen die sie bestimmenden Elemente deshalb, weil sie als metallführendes Erz nicht vorkommen, sondern nur in Verbindungen, die – chemisch vereinfachend – als Erden bezeichnet werden. Meist ist dies die oxidische Form, bei Aluminium, dem bekanntesten aller Erdmetalle der Gruppe IIIa des periodischen Systems der Elemente, ist diese der Bauxit. Spodumen ein Lithium- Aluminiumsilikat, erst mit der Entwicklung zum superleichten Metall ins Blickfeld gerückt, findet sich auch in Deutschland in ausgedehnten Lagerstätten, die ihrer eingehenden Aufsuchung entgegensehen.[11]
Seltene Erdmetalle
Die begrifflich und im Falle von Scandium, Yttrium und Lanthan auch chemisch dem Aluminium nahe stehenden insgesamt 14 Seltene Erdmetalle, auch als Lanthaniden bezeichnet, haben zugleich mit der Entwicklung moderner Elektrokommunikation in einem noch um die Mitte des 20. Jahrhunderts nicht zu erwartenden Ausmaß an industrieller Bedeutung gewonnen. Ein Wirtschaftbeitrag [12] titelt in diesem Zusammenhang: "Aus Salz wurde Gold".
Enthalten sind sie in unterschiedlich häufig vorkommenden Mineralien mit vorwiegend oxidisch-silikatischem Charakter. Ein scandiumreiches Mineral ist der in Norwegen und auf Madagaskar zu findende „Thortveitit“. Die meisten Vorkommen sind von Yttrium bekannt, da es in zahlreichen Mineralien begleitend enthalten ist. Lanthan findet sich in Monazitsand (sekundäre, angereicherte Ablagerungen von Cerphosphat) zusammen mit anderen „leichten“ [13] seltenen Erdmetallen als Begleiter. Man bezeichnet diese Vorkommen auch als Ceriterden, da sie lange ausschließlich der Gewinnung von Cer dienten.
Zur Darstellung der reinen Elemente werden die Mineralien meist naßchemisch bearbeitet und dabei zu Chloriden umgewandelt, die getrocknet und danach einer Schmelzflussanalyse unterzogen werden. [14]
Cer, vielfältig eingesetztes Element dieser Gruppe, wurde bereits im 19. Jahrhundert industriell genutzt, sowohl für die Glühstrümpfe der noch verbreiteten Gasbeleuchtung, als auch zur Basis für die von Carl Auer von Welsbach entwickelte Legierung zur Herstellung von Zündsteinen, u.a. für Taschenfeuerzeuge.
Ein Legierung aus 48–52 % Cer, dem man außer Lanthan noch weitere Lanthanide, sowie 0,5 % Eisen zusetzt, wird seit dem 20. Jahrhundert bei Gusseisen mit Kugelgraphit, und bei Legierungen vieler Nichteisenmetalle als „Cermischmetall“ zur kornfeinenden Gefügebeeinflussung (s. Schmelzebehandlung) verwendet.
Im Bereich moderner Elektronik, sowie für Energiesparlampen, Hybridmotoren und weitere neue Produkte sind die meisten Lanthanide inzwischen sehr gesuchte Rohstoffe. [15]
„Seltene Erdmetalle“ sind insoweit keineswegs im Wortsinne „selten“, aber bis vor kurzem galt, dass 38 % der zu Beginn des 21. Jahrhunderts auf 99 Millionen t geschätzten Weltreserven aus erdgeschichtlichen Gründen (lithophile Anreicherungen)in China liegen, das 2010 mit 97 %, oder 135.000 t den Weltverbrauch bediente.[16] Neuere Berichte [17] relativieren diese Aussage indessen. Unverändert wird über eine zu geringe Recyclingquote berichtet. [18]
Nicht zu den Seltenerdmetallen gehörend, aber oft wegen ihres aus modernen Techniken resultierenden Anwendungsbereiches zusammen mit ihnen genannt, sind die unter anderen auch als „"Sondermetalle"“ gehandelten, niedrigschmelzenden Elemente Gallium, Indium (F 156,4) und Thallium (als Rattengift bekannt), die elektrolytisch aus ihren natürlichen Verbindungen gewonnen werden.
Aluminium
Bescheiden ist bei Aluminium der Anfang. Friedrich Wöhler reduziert es 1828 erstmals als ein graues Pulver, obschon Aluminium als Element schon 1825 von Hans Christian Ørsted entdeckt wird. Die Herstellung geschmolzener Kügelchen aus Aluminium gelingt erst 1845. 1854 wird von Robert Wilhelm Bunsen zur Gewinnung nutzbarer Mengen die Schmelzflusselektrolyse vorgeschlagen. Henri Etienne Sainte-Claire Deville stellt es 1855 erstmals in einem Prozess dar und nennt es „Silber aus Lehm“, wegen der damaligen Kosten seiner Herstellung. 1886 wird das Verfahren von Charles Martin Hall und Paul Héroult gleichzeitig zu einem Patent angemeldet, das bis heute Grundlage der Aluminiumerzeugung ist und ihm den Weg zu einem Gebrauchsmetall geöffnet hat. Es dauert nochmals zehn Jahre, bis mit Hilfe starker, die Wasserkraft des Rheinfalls nutzender Turbinen die erste Aluminiumhütte der Welt im schweizerischen Neuhausen am Rheinfall den Betrieb aufnahm (errichtet von der Aluminium Industrie Aktiengesellschaft, kurz AIAG, der späteren Alusuisse). Weitere zehn Jahre später nahm ebenfalls die AIAG in Rheinfelden (Baden) am Hochrhein die erste deutsche Aluminiumhütte (Aluminium Rheinfelden) in Betrieb, die ihre Energie vom kurz zuvor erbauten Wasserkraftwerk Rheinfelden bezog. Heute werden weltweit jährlich mehr als 20 Mio. t Rohaluminium erzeugt (das energiereiche Russland strebt die Marktführerschaft an).[19]
Das chemisch ähnliche Scandium mit der Dichte von 2,985 g·cm−3 ist ein Leichtmetall, das erst im Zeitalter der Raumfahrttechnik Interesse findet. Bor ist ein weiteres Nichtmetall, das nur in Form oxidischer Verbindungen vorkommt. In der Metallurgie findet es Verwendung bei der Härtung von Stählen, als Zusatz bei Aluminium-Legierungen und als Neutronenbremse in der Nukleartechnik.
Als Erdmetalle lassen sich dem an erster Stelle stehenden Aluminium Elemente beiordnen, die zwar nicht in die gleiche Gruppe des periodischen Systems gehören, sich jedoch metallurgisch insofern vergleichbar darstellen, als sie in der freien Natur nie in Erzlagerstätten vorkommen, sondern nur als Mineralien, in Form chemischer Verbindungen, meist sind es Chloride, Silikate oder Carbonate.
Magnesium, Titan
Das wegen seines geringen Gewichts unverändert an industrieller Bedeutung weiter zunehmende Magnesium wird sowohl aus Chlorid gewonnen (Israel, Totes Meer, Carnallit als Abraumsalz im Kalibergbau), weitaus größere Mengen aber weltweit aus der Reduktion vonMagnesit.[20]
Eine Ausnahmestellung nimmt Titan ein. Es kommt als Erz in Form von Rutil, Anatas, Brookit oder Ilmenit vor. Mehrheitlich wird es aus Ilmenit- und Rutilsanden gewonnen und lässt sich insoweit den Erdmetallen zur Seite stellen. Mit einer Dichte von nur 4,5 g·cm−3 zählt es noch zu den Leichtmetallen.
Mit den Erdmetallen und ihnen erschließungstechnisch verwandten Elementen beginnt die „Leichtmetallzeit“. Als metallurgische Epoche muss sie in jedem Fall gesehen werden und tritt zunehmend neben die noch immer dominierende „Eisenzeit“. In einem überschaubaren Zeitraum werden die Leichtmetalle das Eisen nicht so verdrängen, wie dieses die Bronze verdrängte und diese zuvor das Kupfer und das wiederum das Steinbeil und den Faustkeil.
Stand der Metallurgie zu Beginn des 21. Jahrhunderts
Gewinnung der Ausgangsstoffe

„Gediegenes“, also reines, Metall zu finden, stellte immer schon eine Ausnahme dar. Es wird das Metall im Erz gesucht. Die zu den Geowissenschaften gehörige Lagerstättenkunde behandelt die Entstehung der Vorkommen. Die angewandten Wissenschaften rund um den Bergbau (Prospektion und Exploration) beschäftigen sich mit der Aufsuchung, der Erkundung und dem Abbau möglichst „höffiger“ Vorkommen, das heißt solcher, die eine gute Erzausbeutung versprechen – wobei die Technik und Weiterverarbeitung stark vom Metallgehalt der Lagerstätte abhängig ist.
Unterirdisch gelegen wird im Stollen abgebaut (historische Beispiele: Silberbergbau am Cerro Rico im bolivischen Potosí bis 1825, heute findet man dort nur noch Kupfer, Zinn und Blei). Bekannt ist auch der historische Goldabbau in Österreich („Rauriser Tauerngold“). Weitere für Tagebau typische europäische Beispiele finden sich im schwedischen Falun (Blei, Zink, Kupfer), im österreichischen Erzberg (Eisen) und davon nur unweit entfernt in Mittersill (Wolfram). Zu den wichtigen Lagerstätten gehören außer offenen Erzvorkommen („Ausbisse“ genannt), weltweit anzutreffende, nicht nur Erz, sondern „Gediegenes“ enthaltende, geologisch so bezeichnete „Sande“ und „Seifen“. Sie werden nach der Art ihrer Entstehung unterschieden. Metallurgisch am bedeutsamsten sind die residualen, nach Verwitterung von Umgebungsgestein übrig gebliebenen (beispielsweise Magnetit oder Magneteisenerz) und die alluvialen, von zu Tal gehendem Wasser angeschwemmten (z. B. 1848 in Kalifornien sehr goldreich am American River entdeckt) sowie, geologisch vergleichbar, die zinnhaltigen, marinen, küstennahen Seifen Malaysias und Indonesiens mit einem Anteil von 30 % an der Weltproduktion, ebenso der Cer enthaltende Monazitsand Westaustraliens) sowie die titanhaltigen Ilmenitsande (black sands). Als „Rückstandsgesteine“, den „Sanden“ nahe stehend, gelten die Nickel-Laterit-Erze, die sich geologisch bedingt nur in niederen, äquatornahen Breiten finden. Die als Coltan (Columbit-Tantalit) bekannten zentralafrikanischen Vorkommen tantal- und niobhaltiger Erze (auch in Schwemmseifen zu finden) werden besonders wegen der Korrosionsfestigkeit des gewonnenen Tantals für Instrumente und Apparaturen (Schaltkreise) ausgebeutet. Hohe Härte lässt Tantal, Niob und das verwandte Vanadin (Vanadingruppe des periodischen Systems) zu gesuchten Begleitmetallen von Edelstählen werden.
Nachklassisch, da an erst in der Moderne entwickelte Verfahren gebunden, dieser Metallurgie noch zuzuordnen sind:
- die elektrolytische Gewinnung der Alkalimetalle aus dem bergwerksmäßigen Abbau ihrer Chloride und der ebenso betriebene Abbau von Uranpecherz als uranhaltigem Mineral;
- die Stand der Technik darstellende Gewinnung von Magnesium aus dem Abbau von Magnesit (Australien) über die Zwischenstufe Magnesiumchlorid, das zum geringeren Teil weiterhin aus seinem Anteil am Meerwasser zu gewinnen ist;
- der offene Abbau von Bauxit, einem rötlichen Sedimentgestein, das – zu reiner Tonerde umgewandelt – Grundstoff der Aluminiumerzeugung ist;
- als Zukunftsaufgabe mit großem metallurgischen Nutzen gilt der zwar schon seit Jahrzehnten prospektierte, technisch immer noch nicht befriedigend gelöste Tiefseebergbau von Manganknollen mit bis zu 27 % Mangan und weiteren Metallen, darunter bis zu 1 % Nickel. Mehr noch gilt dies für die seit 2007 unter dem Nordpol in 4000 m Tiefe vermuteten Lagerstätten von Mineralien, Erdöl und Erdgas.
Einteilung der Metalle nach metallurgischer Bedeutung
Eine gebräuchliche Einteilung geht vom prozentualen Anteil an den Elementen der Erdkruste aus, also ohne Berücksichtigung des Nickel-Eisen-Erdkerns. Diese Einteilung besagt indessen noch nichts über die metallurgische Bedeutung. Beryllium hat einen Anteil von nur 0,006 % und doch kann ohne seinen Zusatz als Oxidationshemmer das mit 1,95 % reichlich vorhandene Magnesium nicht geschmolzen und vergossen werden.
Die Praxis hält sich eher an die Unterscheidung zwischen Hauptmetallen – das heißt Metallen, die verbreitet die Basis von Legierungen sind – und Nebenmetallen. Aluminium ist ein Hauptmetall geworden, erst im 20. Jahrhundert wurde es als solches erkannt, weil es gleich dem Silicium in der Natur nicht metallisch vorkommt. Das Tonmineral Bauxit (früher oft als „Aluminiumerz“ bezeichnet) wird zu Tonerde verarbeitet und aus dieser seit dem Ende des 19. Jahrhunderts elektrolytisch Aluminium gewonnen. Zu den Hauptmetallen gehören auch die metallurgisch wie chemisch wichtigen Alkali- und Erdalkalimetalle Natrium, Kalium, Calcium und Magnesium. Da sie niemals metallisch, sondern nur in Form nichtmetallischer Verbindungen, als Salze, Carbonate und Silikate vorkommen, wurden sie an früherer Stelle (Abschnitt Die „Erdmetalle“ kommen), auch wegen der annähernden Vergleichbarkeit des Gewinnungsprozesses, den Erdmetallen beigeordnet. Die seltenen Erdmetalle verlangen aktuell einen besonderen Abschnitt (siehe dort).
Zu den „Erdmetallen“ gehört auch Silicium, das mehrere Funktionen hat. Primär ist es ein Halbmetall, das in der Natur nur als Quarzit oder Quarzsand (SiO2) vorkommt, aus dem es nur in einem elektrochemischen Reduktionsverfahren im Lichtbogenofen mit Kohleelektroden „carbothermisch“ gewonnen werden kann. Bei gleichzeitigem Zusatz von Eisenschrott entsteht „in situ“ (im Prozessablauf) das unter anderem für die Stahlberuhigung nach dem Frischen verwendete Ferrosilicium (FeSi). Gleich wie Aluminium und Mangan wirkt Silizium desoxidierend (sauerstoffentziehend).
Bei Aluminium-Silicium-Legierungen bestimmt Silicium die Legierungseigenschaften von Knetlegierungen wie auch Gusslegierungen. Eine zusätzliche Schmelzebehandlung (Feinung/Veredelung) verhindert bei Letzteren die nachteilige primäre Grobausscheidung des Siliciums bei langsamer Erstarrung der Schmelzen, sei es im Sandguss, wie etwa bei Motorenteilen (z. B. Kurbelgehäuse, Zylinderköpfe), aber auch bei schwerem Kokillenguss.
Bei sehr spezialisierten Kupferlegierungen (Siliciumbronze) ist es ein Legierungsbegleiter und in der Halbleitertechnik hat es eine eigene Position errungen. In einem aufwändigen Verfahren der „Reinstmetallurgie“ (das heißt erzielter Reinheitsgrad eines Metalls im Bereich 99,999 %, sogenanntes „Fünfneunermetall“) hergestellt, ist es Grundlage für Chips, die in der Computertechnik unverzichtbar sind. Der deutsche Anteil an der Weltproduktion ist beachtlich (beispielsweise Chipfertigung in Dresden). Auch bei der Herstellung von Solarzellen wird Silicium als Halbleiter eingesetzt.
Eine weitere Möglichkeit der Einteilung trennt die Schwer- von den Leichtmetallen. Schwermetalle weisen eine Dichte größer 5 auf. Osmium mit der Dichte von 22,45 g·cm−3 steht hier an der Spitze, gefolgt vom weitaus bekannteren, da auch für Schmuckstücke verwendeten Platin mit einer Dichte von 21,45 g·cm−3. Kupfer (8,93 g·cm−3), Eisen (7,86 g·cm−3) und Zink (7,14 g·cm−3) folgen mit Abstand. Bei den Leichtmetallen führt als leichtestes Lithium mit 0,54 g·cm−3 gefolgt von Magnesium mit 1,74 g·cm−3 und Aluminium mit 2,70 g·cm−3. Titan mit Dichte von 4,5 g·cm−3 wird noch den Leichtmetallen zugeordnet.
Verbreitet ist ferner eine Einteilung in „Basismetalle“ und „Legierungsbegleiter“, was zahlreiche Elemente einschließt, die oft nur in Spuren zugefügt werden und dennoch von Bedeutung sind. Kupfer, Eisen, Blei, Zinn, Zink, Nickel gelten – entwicklungsgeschichtlich bedingt – als Basismetalle. Aluminium, Magnesium und Titan werden jedoch inzwischen, von der wirtschaftlichen und metallurgischen Bedeutung her, den historischen Basismetallen gleichgestellt.
Eine schon einleitend genannte Unterscheidung sieht an erster Stelle das mengenmäßig bedeutendere Eisen und seine Metallurgie. Erst mit Abstand folgen die Nichteisenmetalle.
Hauptmetalle
 Kupferstufe (Rotkupfererz)
Kupferstufe (Rotkupfererz) Kassiterit (Zinnstein)
Kassiterit (Zinnstein) Bleierz
BleierzKupfer wird als Hauptmetall entweder auf dem „trockenen Weg“ für die reicheren Erze, oder dem „nassen Weg“ für die ärmeren Erze gewonnen. Der zu Reinkupfer führende Verfahrensgang ist mehrstufig. Er beginnt mit dem Rösten des Erzes, dem die Rohschmelze mit weiteren Arbeitsgängen folgt, entweder im Schachtofen („deutscher Weg“), oder im Flammofen („englischer Weg“). Das Produkt ist nun Schwarzkupfer mit mehr als 85 % Kupfergehalt. Dessen weitere Raffination erfolgt heute nur noch selten im Flammofen. Üblich ist vielmehr Schwarzkupferplatten elektrolytisch zu raffinieren. Das dabei anfallende Reinkupfer ist ein wasserstoffhaltiges Kathodenkupfer, auch als Blistercopper (blasiges Kupfer) bezeichnet. Hochrein und sauerstofffrei ist es „Leitkupfer“ (Reinkupfer mit definierter elektrischer Leitfähigkeit) für die Elektroindustrie.
Die Masse des verfügbaren Raffinadekupfers wird – zumeist legiert – zu Knet- oder Gießmaterial. Zu Blechen verwalzt, fällt Reinkupfer besonders im Bauwesen auf. Gegenüber Witterungseinfluss sehr stabil, werden zunehmend Kupferbleche für Dachbedeckung und Regenrinnen verwendet. Die mit der Zeit entstehende Patina (Grünfärbung) wurde schon früher geschätzt. Fälschlich als giftiger Grünspan bezeichnet, besteht sie tatsächlich aus ungiftigem Kupfersulfat und -carbonat.
Zwar werden alle Legierungen mit dem Hauptbestandteil Kupfer als Kupferlegierungen bezeichnet, doch zwischen Bronzen und Sonderbronzen (vergleiche Berylliumbronze) sowie Messingen (Alpha- oder Beta-Messing mit 63–58 % Zink), gibt es deutliche Unterschiede im Aussehen und den mechanischen Eigenschaften. Ein Beispiel gibt das farblich völlig vom rötlichen Kupferton abweichende „Neusilber“, früher auch als Weißkupfer und noch in neuerer Zeit auch mit dem in seinem Ursprungsland China entstandenen Begriff „Packfong“ bezeichnet.
Reinkupfer ist Träger zahlreicher als „Vorlegierung“ in nichteisenmetallurgischen Prozessen zugesetzter Elemente. Bei Gusseisen ist Kupfer ein positive Eigenschaften bedingendes Legierungselement.
Zinn ist seit der Bronzezeit wichtigstes Begleitmetall des Kupfers. Als Reinzinn wird es wenig verarbeitet, da zu weich. Ausführlicheres siehe unter „Zinn.“
Blei (Bleisulfid) fällt wegen der Häufigkeit seines Vorkommens und wegen des niedrigen Schmelzpunktes vielleicht noch vor Kupfer, ungefähr um 6000 v. Chr., als metallurgisch nutzbar auf (s. auch unter Literatur: 5000 Jahre Gießen von Metallen) Geschichtlich tritt es zur (Römerzeit) als viel verwendetes, leicht zu bearbeitendes Hauptmetall in Erscheinung. Seit dem 20. Jahrhundert, insofern spät, wird es wegen seiner Giftigkeit für trinkwasserführende Systeme (Bleirohre) nicht mehr verwendet. Blei wird aus dem gleichem Grund als eine der Ursachen für den Untergang des Römerreichs angesehen.[21] Ebenfalls giftig sind auf der Grundlage von Bleioxid hergestellte Farben („Bleiweiß“, Bleimennige) und Kinderspielzeuge, an oder in denen dieses enthalten ist.
Blei-Antimon-Legierungen als Schriftmetalle sind als Folge moderner Drucktechnik weitgehend bedeutungslos geworden. Unverzichtbar ist Blei vorläufig noch für Akkumulatoren und als Bestandteil bleihaltiger Lagermetalle. Hier ist es besonders Bleibronze, eine Kupfer-Blei-Zinn-Legierung mit bis zu 26 % Bleianteil, die für hoch beanspruchte Gleitlager in Automobilmotoren verwendet wird.
Bei Messing-Knetlegierungen ist Blei ein die Zerspanung begünstigender Zusatz (maximal 3 %). Mit bis zu 7 % ist es Legierungsbegleiter von Kupfer-Zinn-Zink-Gusslegierungen (Maschinenbronze).
Eisen wird zu Gusseisen oder Stahl allein durch seine Begleitelemente (Eisenbegleiter), die obschon bei der Stahlherstellung unverzichtbar, mengenmäßig Nebenmetalle bleiben. Für Hartstahl wird Mangan zugesetzt, das im Spiegeleisen mit 50 % enthalten ist. Ferromangan ist ein Manganträger mit 75–85 % Mangan. Zum Einsatz bei der Stahlerzeugung, wie bei Gusseisen gelangen ferner Chrom, Nickel, Molybdän, Vanadium, Cobalt (siehe auch unter industriell genutzte Metalle), Titan, das Halbmetall Silicium (als Ferrosilicium/FeSi zugesetzt) und die Nichtmetalle Kohlenstoff, Phosphor und Schwefel.
Zink wird als Reinzink mit 0,5 % Kupfer legiert beim Verzinken von Stahl als Korrosionsschutz in großen Mengen verbraucht. Zinkbleche und -bänder aus mit 0,1 % Kupfer oder Titan sehr „niedrig legiertem Rein- oder Titanzink“ werden im Bauwesen verwendet. Ferner ist Zink Basismetall für Feinzink-Gusslegierungen mit Kupfer- und Aluminiumanteilen. Als wichtiger Begleiter findet sich Zink bei Kupferlegierungen (siehe oben), besonders seit mehr als zwei Jahrtausenden bei Messing.
Aluminium gibt es als genormtes Hüttenaluminium (Reinheit 99,5–99,9 %), als Reinaluminium mit einem Reinheitsgrad von 99,99 % („Vierneunermetall“) und sogar als Reinstmetall (> 99,9999 %). Seine eigentliche Bedeutung als Knet- und Gusswerkstoff wird aber von zahlreichen legierungsbildenden Begleitelementen bestimmt, zu denen das Basismetall Kupfer gehört. Alfred Wilm entwickelt 1909 das patentrechtlich geschützte Duralumin (Markenname DURAL), die erste aushärtbare Legierung bestehend aus Aluminium, Kupfer und Magnesium (AlCu4Mg1) Diese Legierung wird vor allem im Flugzeugbau eingesetzt, zuerst bei Junkers/Dessau. Aladár Pácz gelingt 1920 die gefügebeeinflussende „Veredelung“ der eutektischen Aluminium-Silicium-Zweistofflegierung (rechtlich geschützt als „ALPAX“ und als „SILUMIN“) mittels Zugabe von weniger als 150 ppm Natrium. Daraus wird im Bereich von 7–13 % Silicium-Anteil die heute als Formguss meistverarbeitete Legierungsgruppe. Wenig später folgen Aluminium-Magnesium-Legierungen (rechtlich geschützt als seewasserfestes „HYDRONALIUM“ und in einer Variante mit Titanzusatz „besonders seewasserfest“. Vielseitig verwendbar als Walz- und Knetmaterial ist die Legierung AlMgSi mit je 0,5 % Silicium und Magnesium. Neben ihr gibt es Legierungen mit Kupfer, Titan, Zink, Mangan, Eisen, Nickel, Chrom und anderen Elementen, wobei die von den Legierungen verlangten, zunehmend stärker spezifizierten Eigenschaften die Begleitelemente nach Art und Menge bestimmen. Soweit nicht als Fertiglegierung vorliegend, können sie einer Basisschmelze aus Reinaluminium als „Legierungsmittel“ oder „Vorlegierung auf Aluminiumbasis“ zugefügt werden.
Begleitmetalle
Neben dem Begriff „Begleitmetalle“ (synonym: „Legierungsbegleiter“) gibt es den umfassenderen Begriff „Begleitelemente“. Diese werden regelmäßig zur Herstellung von Legierungen verwendet. Der Anteil dieser Begleitelemente beginnt bei Zehntelprozenten und weniger und geht bis zum zweistelligen Prozentbereich. Beispiele: AlCuTi mit 0,15–0,30 % Titan; AlSi 12 mit 10,5–13,5 % Silicium. Die Werkstoffentwicklung kennt inzwischen nur noch wenige Elemente, beispielsweise radioaktive, die sich nicht dazu eignen, Eigenschaften neu entwickelter Legierungen potentiell zu verbessern. Besonders im Bereich der „Seltenen Erden“ werden außer dem schon lang bekannten Cer (siehe bei Cer-Mischmetall) und dem ihm zugehörigen Lanthan (griechisch: „das Verborgene“) weitere verwandte Elemente, wie Neodym (für starke Dauermagnete) oder Praseodym (in seinen Verbindungen für Farbgläser mit UV-Absorption) nutzbar.
Beispiele für weitere wichtige Begleitelemente sind das Nichtmetall Phosphor in übereutektischen AlSi-Kolbenlegierungen, oder Beryllium, ein Leichtmetall mit einer Dichte von 1,84 g·cm−3, das in Form seiner Dämpfe indessen giftig ist. Beryllium wird für aushärtbare Bronzen (Berylliumbronze), für funkenfreie Werkzeuge im Bergbau, als Desoxidationszusatz für Leitkupfer (hier über eine 5-prozentige Vorlegierung) und im ppm-Bereich (ebenfalls über Vorlegierung dosiert) bei Aluminiumlegierungen zur Güteverbesserung sowie zur Verringerung der Oxidation der Schmelze zugesetzt, eine Maßnahme, die beim Schmelzen und Vergießen von Magnesiumlegierungen unabdingbar ist. Die Jahresweltproduktion von Beryllium – von dessen seltener, durchsichtiger Kristallform Beryll übrigens unser Wort Brille abgeleitet ist – wird mit 364 t angegeben.[22]
Metallurgische Grundprozesse
Die im Abschnitt „Gewinnung der Ausgangsstoffe“ hinsichtlich Vorkommen und Gewinnung beschriebenen Elemente durchlaufen nach dieser ersten Prozessstufe eine weitere, die der Aufbereitung, bevor sie durch Verhüttung zu rein oder legiert nutzbaren Metallen und Halbmetallen werden.
Eine erste Scheidung oder Sichtung wird noch dem Bergbaubereich zugerechnet, der sowohl Stollenabbau, als auch ein Tagebau sein kann. Die darauf folgende Verarbeitungsstufe gilt bereits als „hüttenmännische“ Arbeit. Die erforderlichen Maßnahmen sind dabei so vielfältig, wie die Ausgangsstoffe selbst. Grundsätzlich unterschieden wird in trockene und nasse Verfahren, jeweils mit dem Ziel einer „Anreicherung“. Im Stollenabbau gefördertes „Haufwerk“ bedarf der Trennung des werthaltigen, erzreichen, vom wertlosen, erzarmen, „tauben“ Material, das als „Gangart“ bezeichnet wird. Für die Trennung wird das Gestein durch Mahlen weiter zerkleinert, es folgen Sieben, Sichten und gegebenenfalls Magnetscheidung. Bei Gewinnung im Tagebau ist zumeist vorher Abraum unterschiedlicher Mächtigkeit zu entfernen.
Die weitere Verarbeitung der aufbereiteten Stoffe vollzieht sich mit den im Folgenden beschriebenen Grundtechniken.
Pyrometallurgie
Pyrometallurgie ist die thermische Weiterbearbeitung von Erzen oder bereits gewonnenem Metall, sei es oxidierend, also unter Sauerstoffzufuhr erhitzt (Abrösten), oder reduzierend in sauerstofffreier Ofenatmosphäre. Zuzuordnen ist hier die Feuerraffination (Oxidieren und Verschlacken unerwünschter Elemente), ferner die Seigerung, worunter die Entmischung einer Schmelze unter Ausnutzung von Dichteunterschieden im Schmelzgut zu verstehen ist (Beispiel: Oberhalb seiner Löslichkeitsgrenze in Kupfer seigert Blei aus einer Kupferlegierungsschmelze aus, sinkt auf den Boden des Schmelzgefäßes). Ähnlich verhält es sich bei der Destillation, die bei vorgegebener Temperatur unterschiedliche Dampfdrücke der Stoffe zur Trennung in Fraktionen nutzt (Beispiel Zinkgewinnung aus abgeröstetem Zinkerz in Muffelöfen).
Hydrometallurgie
Hydrometallurgie bedeutet ursprünglich Vorbereitung von Erzen zur Verhüttung durch kalte oder warme Trennverfahren (Kalt- oder Heißextraktion) mittels Wasser. Die historische Flotation, weiterentwickelt zur Sink-Schwimmtrennung, ermöglicht es, im Abbau gewonnenes Erz weiter anzureichern. Gleichen Zwecken dient das Auslaugen und Auskochen. Die Extraktion durch Säuren, Laugen, organische Lösungen und Bakterien gehört ebenfalls zur Hydrometallurgie. Durch chemische Fällungsverfahren oder mittels Elektrolyse werden ferner aus armen Erzen, die in geringerer als einprozentiger Konzentration enthaltenen Elemente gewonnen, beispielsweise Edelmetalle. In diesen Fällen wird die Hydrometallurgie als „Elektrometallurgie auf nassem Wege“ bezeichnet.
Elektrometallurgie
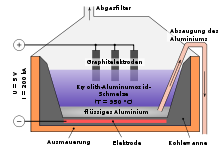 Schema Schmelzflusselektrolyse zur Gewinnung von Aluminium
Schema Schmelzflusselektrolyse zur Gewinnung von AluminiumDie Elektrometallurgie umfasst elektrothermische und carbothermische (siehe Siliciumherstellung) sowie elektrolytische Verfahrenstechniken. Bei der bekanntesten Schmelzflusselektrolyse wird aus einem Tonerde-Kryolith-Gemisch Aluminium an der Kathode freigesetzt (Hall-Héroult-Verfahren). Zum Einsatz kommen dabei eine Kohlewanne für das Gemisch, die gleichzeitig als Kathode fungiert, und von oben zugeführte, stromführende Anoden. Das heute allgemein angewandte Bayer-Verfahren gewinnt das Aluminium in einem kontinuierlichen Prozess der Metallentnahme und Gemischzuführung von Tonerde, wie der in besonderen Tonerdefabriken aufbereitete und getrocknete Bauxit genannt wird. Zur Produktionskontinuität gehört bei der Elektrolyse des Tonerde-Kryolith-Gemischs der fortlaufende Ersatz verbrauchter Anoden. Die über einige Jahrzehnte den Standard bildende Söderberg-Anodentechnik wird durch das hinsichtlich Energieverbrauch, Anodenerhalt und Ausbeute deutlich verbesserte Pechiney-Verfahren zunehmend abgelöst; bestehende Altanlagen werden stillgelegt oder umgerüstet.
Mittels Schmelzflusselektrolyse eines Chloridgemischs (weil mit Gemischen stets die erforderliche Reaktionstemperatur erniedrigt wird) können alle Alkalimetalle aus ihren Salzlösungen gewonnen werden. Für das zunehmend Bedeutung gewinnende Erdalkalimetall Magnesium schlägt Bunsen bereits 1852 die Elektrolyse im Gemisch mit Flussspat vor. Heute wird es im Prinzip noch auf die gleiche Weise dargestellt, sei es direkt aus natürlichem Magnesiumchlorid (Bischofit), oder nach Abtrennung aus magnesiumchloridhaltigen Mischsalzen (Carnallit), oder aus dem Magnesiumchlorid-Anteil (bis zu 0,4 %) des Meerwassers. Technisch bedeutender ist die bereits genannte Umwandlung von Magnesit MgCO3 oder Bitterspat (große Vorkommen unter anderem in Australien) in einem chemischen Prozess zuerst zu Magnesiumchlorid. Eine nachfolgende Elektrolyse, die seit Bunsens Erkenntnissen praktisch dem Verfahren der Aluminiumgewinnung gleicht (Pionier auf diesem Gebiet: G. Pistor, 1920), führt zu reinem Magnesium. Die erste Mengenerzeugung erfolgte im Werk Elektron-Griesheim der IG Farbenindustrie (geschützte Marke „Elektronmetall“) und wurde zur Gefügebeeinflussung von Gusseisen, zu Profilen für Luftfahrzeug- bzw. Luftschiffbau, im Fahrzeugbau (Volkswagen), in der Fotografie (Magnesiumpulverblitzlicht) und in der zivilen wie militärischen Pyrotechnik (Raketen, Leuchtkugeln, Stabbrandbomben) verwendet. Im Zweiten Weltkrieg wurde Magnesium in Deutschland zu einem wichtigen, zudem von Einfuhren völlig unabhängigem Werkstoff. Heute wird es zunehmend für den Leichtbau bei Motoren und Aggregaten verwendet. Vorwiegend sind es im Druckgießverfahren hergestellte Teile, zum Teil ist es „Hybridguss“ (Aluminiumlegierung und Magnesiumlegierung werden in einem Gussstück zonenweise eingesetzt, um Gewicht zu sparen. Eine Variante benutzt bei Motorenguss ein so genanntes „Insert“ (Einsatz) aus übereutektischer Aluminium-Silizium-Legierung, das der thermischen Beanspruchung genügt, und füllt danach die übrige Form gewichtssparend mit Magnesium.
Pulvermetallurgie
→ Hauptartikel: Pulvermetallurgie
Der Begriff Pulvermetallurgie wird zwar verbreitet in Fachliteratur und Praxis verwendet, es handelt sich dennoch um keine eigenständige Metallurgie, sondern eine – latent explosionsgefährdete – Technik, geschmolzene Metalle und Legierungen entweder im Flüssigzustand zu Pulver zu verdüsen oder sie aus dem Festzustand heraus in Feinstgranulat umzuwandeln. In Pulvermühlen lässt sich die Mehrzahl der Nutzmetalle – von Aluminium bis Zink – zu Pulvern mit Korngrößen von 0,1 bis 500 µm zermahlen. Wegen der von allen Metallpulvern, mit unterschiedlichem Gefahrenpotential, ausgehenden Explosionsgefahr im Kontakt mit Luftsauerstoff wird eine Inertisierung oder Phlegmatisierung vorgenommen. Stabilisatoren, die von Wachs bis zu Phthalaten reichen, setzen die Explosionsempfindlichkeit herab. Magnesiumpulver ist wegen seines hochpyrophoren Verhaltens ein Sonderfall. Es kann nicht durch Mahlen, sondern nur durch „Abreiben“ vom Blockmetall gewonnen werden.
Bedeutend sind Metallpulver, in diesem Fall korrekt „anorganische Pigmente“ genannt, als Bestandteil von Metallic-Lacken bei Automobilen. Ein völlig anderes Einsatzgebiet ist das Verpressen in Stahlformen unter sehr hohem Druck (2000 bar und mehr). Aus so verpressten reinen Metallpulvern, häufiger legierungsähnlichen Gemischen, können metallische Formteile hergestellt werden (MIM-Verfahren, SLM-Verfahren). Bei heißisostatischer Verpressung, der eine Erhitzung der Pulver bis zur Erweichungsgrenze vorangeht, werden die Eigenschaften gegossener Teile erreicht.
Im Formen- und Modellbau kommt Pulver-Flammspritzen zum Einsatz. Das Metallpulver wird dabei durch eine Flamme erweicht, oder auch durch Plasma (Plasmaspritzen). Der Vorteil liegt in der kurzfristig möglichen Herstellung von Werkzeugen – Formen – für Pilotprojekte im Maschinen- und Werkzeugbau (Automobilindustrie).
Sekundärmetallurgie
Der Begriff Sekundärmetallurgie wurde ursprünglich nur im Stahlwerk gebraucht, wird aber auch für den Entschwefelungsprozess von Gusseisen angewendet. Er bezeichnet jedoch keine eigenständige Metallurgie, sondern verschiedene, alternativ oder in Abfolge anwendbare, die Stahlschmelzen entschwefelnde, desoxidierende oder „beruhigende“ Maßnahmen, die insgesamt als „Pfannenmetallurgie“ zur Steigerung der Stahlqualität dienen. Gebräuchlich ist die Zugabe von Aluminiumgranulat, Calciumsilicid und einer Reihe anderer, elektrometallurgisch gewonnener Produkte. Neben diesen auf chemischen Reaktionen beruhenden Techniken gibt es auch solche, die rein physikalisch oder physikalisch-chemisch wirken. Dazu gehört das Anlegen eines Vakuums an die Schmelze (mit sich daraus ergebender Entgasungswirkung). Das CLU-Verfahren, allgemeiner als „Uddeholm-Verfahren“ bekannt, führt durch Düsen am Boden einer Pfanne inerte oder reaktive Gase in die Stahlschmelze ein. Es sind insgesamt Sonderformen der Schmelzebehandlung, wie sie in vergleichbarer Weise bei anderen Metallen (beispielsweise in der Primäraluminiumerzeugung) üblich sind.
Hinzukommt, dass der Begriff Sekundärmetallurgie zunehmend auch von NE-Metallhütten angewendet wird, die sich, nach Erschöpfung standortnaher Erzabbaugebiete, statt mit der Primärerzeugung von Metall, der Forderung zur Nachhaltigkeit des Umgangs mit Rohstoffen entsprechend, mit deren Wiedergewinnung aus Schrotten und Abfällen, wie Schlämmen und Stäuben befassen, also einen Sekundärkreislauf einrichten.[23]
Nuklearmetallurgie
Die Nuklearmetallurgie befasst sich mit den radioaktiven Elementen, deren bekanntestes heute Uran ist. Es wird mittels hydrometallurgischer Verfahren aus dem uranhaltigen Mineral Pechblende gewonnen. Lange gegenüber dem Radium vernachlässigt, das schon im frühen 20. Jahrhundert für medizinische Zwecke verwendet wurde (Nuklearmedizin), erlangte es seine heutige Bedeutung erst im Laufe des Zweiten Weltkriegs. In den USA wurde in den allein für diesen Zweck errichteten „Hanford-Werken“ in großem Maßstab Nuklearmetallurgie betrieben, um genügend Plutonium für den Bau der Atombombe herzustellen. Heute ist die zivile Nuklearmetallurgie darauf ausgerichtet, nicht nur Brennelemente für Kernkraftwerke (Atomkraftwerke) zu gewinnen, sondern sich auch mit der Aufbereitung der verbleibenden Rückstände und der sogenannten „sicheren Endlagerung“ zu befassen (siehe auch bei „Uran“). Wichtiges Nebengebiet der Nuklearmetallurgie sind die weltweit nur in wenigen Kernreaktoren hergestellten Radionuklide für medizinischer Zwecke, wie Technetium-99m und Iod 131 (z. B. für Szintigraphie).
Verhüttungs- und Weiterverarbeitungstechnik
Metallurgie und Hüttenwesen gelten bis heute als synonyme Begriffe und die Gewinnung und Aufbereitung der Erze wird als ein der „Verhüttung“ vorausgehender Prozess gesehen.
Eine durch die Fortschritte in Technik und Wissenschaft ermöglichte, anders ausgerichtete Gliederung sieht die Metallurgie als übergeordnete, als Hüttenkunde vermittelte Wissenschaft, die sich der Gewinnungs- und Aufbereitungstechnik und diese sich wiederum der Chemie bedient. Vom somit enger verstandenen Hüttenwesen – einem Begriff, der an erster Stelle auf thermischen Verfahren begründet ist – führt die Entwicklung in bereits geschilderter Abfolge von den vorbehandelten Einsatzstoffen zu nutzbaren Metallen und Legierungen, Halb- und Fertigprodukten. Der Arbeitsablauf in einer auf Verarbeitung von Erzen ausgerichteten Hütte, gleich ob Eisen oder Nichteisenmetalle zu gewinnen sind, besteht gewöhnlich aus folgenden Schritten:
- Gattieren (Zusammenstellung des Schmelzmaterials) des Einsatzes, auch unter dem Gesichtspunkt der gewünschten Eigenschaften der Ausbringung
- Einmaliges (diskontinuierliches, an die Ofenfassung gebundenes) oder fortlaufendes (kontinuierliches) Chargieren, also Beschicken eines Ofens, mit ebenso kontinuierlicher Metallentnahme (Beispiele: Hochofen mit bis zu 5000 t Roheisen Tagesausstoß oder die kontinuierlich Rohaluminium liefernde Schmelzflusselektrolyse)
- Erschmelzen des Einsatzes, wiederum entweder chargenweise und mit Chargeneigenschaften (siehe unten) oder mittels kontinuierlichem Nachchargieren und Sammeln des erschmolzenen Metalls in einem nur den Chargen-, nicht den Partiecharakter (siehe ebenda) ausgleichenden Mischer.
- Schmelzebehandlung durch eine oxidierend oder reduzierend vorgenommene Raffination (siehe Sekundärmetallurgie), einschließlich Legieren oder Legierungskorrekturen
- Vergießen: Einfacher Masselguss oder Weiterverarbeitung (Beispiel: Stahlwerk, das Roheisen entweder zu einfachem Gussstahl oder stranggegossenen Formaten für ein nachgeschaltetes Walz-, Zieh- und Presswerk verarbeitet).
„Industriemetalle“
Von „Industriemetallen“ wird gesprochen, wenn ein Metall wegen seiner Bedeutung eine eigene Industrie begründet hat. Dies ist zumindest bei Eisen, Kupfer, Nickel, Blei, Zink und Aluminium gegeben. Weiter gefasst ist der Begriff „industriell genutzte Metalle“, der alle metallurgisch genutzten Elemente einschließt, gleich ob sie eigenständig, also unlegiert, oder als Legierungsbegleiter auftreten.
Eisen
Am Beispiel Eisen ist die Spannweite der „Verhüttung“ besonders sichtbar. Der Eisenverhüttung liegt das Eisen-Kohlenstoff-Diagramm zugrunde, auf dem die Eisentechnologie als Wissenschaft aufbaut und danach ihre Techniken entwickelt hat.
Die klassische Eisenhütte erzeugt im Hochofen ausschließlich Roheisen. Der Hochofen wird dazu mit einem Gattierung genannten Gemenge beschickt, dessen Erzanteil zuvor aufbereitet wurde. Ein Röstprozess oxidiert die Sulfide. Die damit einhergehende Erhitzung entfernt weitere flüchtige Bestandteile, etwa einen zu hohen Wassergehalt, wie bei der lothringischen Minette (Minette bedeutet „kleines Erz“, weil der Gehalt an Eisen verhältnismäßig gering ist, etwa 20–40 %). Für den Hochofengang werden die oxidischen, oxidhydratischen oder carbonatischen Erze (Magnetit, Hämatit, Limonit (Salzgitter), Siderit (Österreich), ferner die Pyrit-(Schwefelkies)-Abbrände der Schwefelsäureherstellung) dadurch vorbereitet, dass ihnen Zuschläge (Möller) von fluss- und schlackenbildendem Kalkstein (Flussmittel) und Koks beigegeben werden. Bei historischen Hochöfen wurde anstelle von Koks noch im Umfeld erzeugte Holzkohle eingesetzt.
 Torpedowagen zum Flüssigmetalltransport der Henrichshütte
Torpedowagen zum Flüssigmetalltransport der HenrichshütteDer Abstich (Ausbringung des erschmolzenen Roheisens) erfolgt im kontinuierlichen Betrieb, das heißt der Ofen erkaltet nie; solange es seine Auskleidung zulässt, wird ständig über die „Gicht“, das obere Ende des Ofens, beschickt und unten an der Sohle abgestochen. Der Abstich weist sogenannte Partieeigenschaften auf, wobei unter Partie beispielsweise eine Schiffsladung brasilianischen Eisenerzes mit vom Gewinnungsort bestimmten Eigenschaften verstanden wird. Von diesen wird die Zuordnung zu einer bestimmten Roheisenqualität bestimmt. Es könnte sowohl ein Hämatitroheisen mit mehr als 0,1 % Phosphor oder ein Gießereiroheisen mit bis zu 0,9 % Phosphor abgestochen werden. Außer von der Partiezugehörigkeit werden die Eigenschaften des Abstichs von der Erstarrungsart bestimmt. Bei langsamer Abkühlung (Masselguss) entsteht graues Gusseisen, unterschieden nach Art der Graphitausscheidung (lamellar, vermikular, sphäroidal). Bei rascher Erstarrung entsteht manganhaltiges, weißes Gusseisen; eine Übergangsform ist meliertes Gusseisen. Nicht zur Verwendung als Gusseisen bestimmtes Roheisen wird vom Hochofen in einen der Vergleichmäßigung dienenden Mischer entlassen und von dort an das Stahlwerk weitergeleitet. Erstmals erfolgte ein Flüssigmetalltransport über größere Entfernung gegen die Mitte des 20. Jahrhunderts in der normalspurigen 200 t und mehr fassenden und zugleich als Mischer fungierenden „Torpedopfanne“. Hier kann ebenfalls von Charge (englisch „batch“) gesprochen werden, nämlich der Beschickung eines Gefäßes, einer Pfanne oder eines Ofens mit einer durch das jeweilige Fassungsvermögen bestimmten Menge. Bei der Weiterverarbeitung, die in diesem Falle als diskontinuierlich bezeichnet wird, lassen sich jeder Charge sie kennzeichnende Chargeneigenschaften zuordnen. Die „Chargenarbeit“ hat besondere Bedeutung für das Recycling von zumeist sehr gemischten Schrotten.

Auch im 21. Jahrhundert ist die Erzeugung von Roheisen immer noch Betriebszweck eines „Eisenhüttenwerks“. Die Primärerzeugung im Hochofen hat ihre Alleinstellung bei der Eisengewinnung jedoch seit der Erfindung des Siemens-Martin-Ofens mit Regenerativfeuerung und erst recht seit der Einführung des Elektroofens verloren. Dennoch bleibt die „verbundene Eisenhütte – auch als „Eisenhüttenwerk“, in Osteuropa (1936 Magnitogorsk) als „Kombinat“ bezeichnet – ein metallurgischer Betrieb zur Erzeugung von Roheisen, Gusseisensorten und Stählen.
Gusseisenwerkstoffe werden aus kohlenstoffreicherem Roheisen gewonnen. Es wird aus dem Hochofen in ein „Masselbett“ geleitet und die erkalteten und transportfähigen Masseln werden im Kupolofen einer Eisengießerei oder auch in einem Elektroofen wieder eingeschmolzen und zu Gussteilen verarbeitet. Als Regel werden dort noch definierter Schrott, eigener Gießereirücklauf und Legierungszusätze beigegeben, um Gusseisensorten mit definierten Eigenschaften zu erhalten (siehe auch oben). Hohe Festigkeitswerte erbringt, nach E. Bain benannt, bainitisches Gusseisen mit Kugelgraphit. Es ermöglicht als Austempered Ductile Iron, kurz ADI, den „Leichtbau aus Eisen“. Seit Anfang des Jahrhunderts eine Antwort auf die starke Zunahme von Aluminiumguss bei Automobilmotoren. Ein neu entwickelter Gusseisenwerkstoff mit Aluminium als Legierungsbestandteil erlaubt sogar die Anwendung bei Automobilmotoren mit hohen Betriebstemperaturen, wie sie bei Turboaufladung vorkommen.
 Weißer Temperguss (Vergrößerung)
Weißer Temperguss (Vergrößerung)Temperguss ist eine Sonderform des Eisengusses, die als „weißer“ kohlenstoffarmer oder schwarzer kohlenstoffreicherer Temperguss vorkommt. Seine im Vergleich zu Grauguss besseren mechanischen Eigenschaften erwirbt er durch Glühen der in Temperkohle eingepackten Gussteile in regulierbaren, gasbeheizten Temperöfen. Die Verweilzeit bei dort gegebenen, oxidierenden Bedingungen ist teileabhängig. Sie beginnt kontrolliert bei 900 °C und wird bis zum Temperzeitende auf 750 °C abgesenkt. Beispiele für Temperguss sind Fittings, Schlüssel oder Zahnräder.
Eine dem Temperguss verwandte Sonderform ist der Hartguss (weißes Gusseisen, niedrig graphitiert), der als Walzenguss (unter anderem für Kalt- und Warmwalzwerke) wirtschaftlich bedeutend ist.
Für die Stahlerzeugung ist „ersterschmolzenes“ Roheisen noch nicht nutzbar. Stahl muss schweiß- oder schmiedbar und daher kohlenstoffärmer sein. Er wird deshalb „gefrischt“, das heißt mittels Pressluft- oder Sauerstoffzufuhr so lange oxidierend behandelt, bis der unerwünschte Kohlenstoff verbrannt wird und sein Anteil kleiner als 2 % ist. Es gibt mehrere Verfahren für das Frischen: Zu Beginn der Industrialisierung das Puddelverfahren, bei dem das plastische Roheisen mit Stangen manuell gewalkt wird, später die Erzeugung im Tiegelofen. Mitte des 19. Jahrhunderts führen das Frischen in der Bessemerbirne sowie das Thomas-Verfahren - die Blasstahlverfahren im Konverter - zu einer extremen Produktivitätssteigerung. Ende des 19. Jahrhunderts verbreitet sich das Siemens-Martin-Verfahren, Anfang des 20 Jahrhunderts schließlich wird das Elektroverfahren (Lichtbogen- oder Induktionsofen) industrialsisiert, bevor sich Mitte des Jahrhunderts das LD-Verfahren (Sauerstofffrischen) verbreitet. An das den Kohlenstoff oxidierende (verbrennende) Frischen schließt sich die Entfernung überschüssigen, bereits an Eisen gebundenen Sauerstoffs (Desoxidation, „Beruhigung“) durch Zusatz leicht oxidierbarer Elemente an. Üblich sind Aluminium oder Silicium, dieses als Ferrosilicium (FeSi), das bei der carbothermischen Siliciumherstellung gewonnen wird (siehe oben). Oxidation und Desoxidation sind von Thermodynamik und Reaktionskinetik bestimmte Maßnahmen, bei denen Chemie und Metallurgie – nicht nur die des Eisens – zusammenwirken.
Sobald sich die behandelte Stahlschmelze beruhigt hat, lässt sie sich durch Zusatz von Legierungselementen auf die künftige Verwendung als Stahl einstellen. Die Sortenvielfalt ist beträchtlich, weil nach Herkunft (Thomasstahl, Siemens-Martin-Stahl, Elektrostahl) sowie Verwendung und Eigenschaften unterschieden wird, beispielsweise hoch und niedrig legierter Stahl, legierter Kalt- oder Warmarbeitstahl, nichtrostender Stahl (NIROSTA mit mehr als 12 % Chrom), magnetischer, weichmagnetischer und „nichtmagnetischer“ Stahl und andere (vollständige Auflistung beispielsweise unter „Stahl“ in „Gießereilexikon“[24]).
Die Masse der Stähle, daher auch „Massenstahl“, wird dem Walzwerk zugeführt. Früheres Ausgangsmaterial des Verwalzens waren in Großkokillen hergestellte Walzbrammen, wobei Lunkerfreiheit (durch Erstarrungsschrumpfung bedingte Hohlräume) mittels einer exothermen (wärmeabgebenden) Auskleidung der Kokillen eine gerichtete und verlangsamte Erstarrung möglich machte. Heute hat das Stranggießverfahren diese Technik weitgehend ersetzt.
Die Stranggießerei ist eine dem Stahlwerk angegliederte Weiterverarbeitungseinheit, in der die Umwandlung von flüssigem zu festem Stahl erfolgt. Dabei kann zwischen mehreren Arten der Umwandlung unterschieden werden, zwischen „kontinuierlich“ (Strangtrennung mit „fliegender Säge“) oder diskontinuierlich (durch die der Anlage vorgegebene maximale Stranglänge), weiterhin zwischen vertikalem, horizontalem oder Bogenstrangguss und schließlich zwischen „einsträngigen“ oder „mehrsträngigen“ Anlagen. Die verschiedenen Produkte werden als Vollguss – auch profiliert – oder als Hohlguss (Röhren) hergestellt. Die weitere Verarbeitung erfolgt entweder nach Vorwärmung (warme Verarbeitung) oder nach Abkühlung (abschreckend, kalte Verarbeitung). Weiterhin unterzieht man sie einer natürlichen oder künstlichen Alterung (Umwandlung des Mischkristallgefüges). Besonders hochwertige Walzprodukte erzielt man mit einer Erwärmung, gefolgt von abschreckender Härtung und nachfolgendem „Anlassen“, das heißt Wiedererwärmen für den Walzprozess.[25]
Zu den wirtschaftlich bedeutenden Stahlerzeugnissen gehören Baustähle (T-, Doppel-T, auch I-Träger, Bewehrungsstahl), ferner Schienen, Drähte, die im Walzprozess oder bei kleinen Durchmessern in der Drahtzieherei hergestellt werden. Stahlbleche, glatt oder profiliert (Wellblech), sind ein vielseitig genutztes Walzprodukt. Einseitig verzinnt wird heruntergewalztes Warmband als Weißblech bezeichnet. 2007 gingen hiervon 1,5 Mio. t in die Dosenfertigung ein. Zahlreich sind die Stähle mit besonderen Eigenschaften, unter anderem Edelstähle, nichtrostender Stahl, Hartstähle (Panzerplatten) für militärische und zivile Zwecke.
Spezialstähle (unter anderem Ventilstahl, Formstahl) die – von Stranggussmasseln ausgehend – in einer Stahlgießerei zu Gussteilen werden, behandelt man nach deren Erstarrung – hierin gleich anderem Formguss – mittels Wärmezufuhr, um die Teile hierdurch zu entspannen und das Gefüge zu verbessern (Entspannungsglühen, Lösungsglühen). Zusätzliche Legierungselemente (Chrom, Nickel, Molybdän, Cobalt) können solchen Stahlschmelzen vor dem Vergießen als Vorlegierungen beigegeben werden. Friedrich Krupp erkannte bereits 1811 den Einfluss festigkeitssteigernder Zusätze (Kruppstahl) und führte auf dieser Grundlage die Gussstahlfertigung in Deutschland ein (Geschützrohre sind daher seit 1859 aus Stahlguss).
Aluminium, Magnesium
Metallurgisch gesehen unterscheidet sich die Weiterverarbeitungstechnik von Eisen und Aluminium nicht allzu sehr. Die Nachfrage ist es, die dem einen oder anderen den Vorzug gibt. Oft wird sie nur davon bestimmt, inwieweit es möglich ist, „schweres“ Eisen durch „leichtere“ Werkstoffe wie Aluminium, Magnesium oder Lithium zu ersetzen. (siehe auch Eisen). Ein Vorsprung für Aluminium ergibt sich aus der konsequent weiterbetriebenen Entwicklung von Aluminiumschaum, auch in Sandwich-Technik verarbeitet – für Leichtbau und Isolierung.
Im Unterschied zu einer verbundenen Eisenhütte bezieht eine Aluminiumhütte ihren Rohstoff Tonerde aus einer auf die Umarbeitung von Bauxit zu calcinierter Tonerde spezialisierten, räumlich und wirtschaftlich getrennten Vorfertigung, einer „Tonerdefabrik“. Die von dort bezogene Tonerde wird im Gemisch mit Kryolith in hunderten von Zellen einer Schmelzflusselektrolyse eingesetzt und jede Zelle liefert kontinuierlich schmelzflüssiges Rohaluminium, das regelmäßig entnommen wird. Ein Teil der Erzeugung wird zu Rein- und Reinstaluminium raffiniert. Reines und hochreines Aluminium ist Ausgang der Folienerzeugung. Ein weiterer Anteil wird zu Gusslegierungen mit Zusätzen von Magnesium, Silicium, Kupfer und anderen Elementen. Mehrheitlich jedoch wird das aus der Elektrolyse kommende Metall in flüssigem Zustand, in eine der Primärhütte angeschlossene Hüttengießerei (engl. casthouse) verbracht. Dort wird das Flüssigaluminium in die Schmelzöfen chargiert und per Zugabe von Vorlegierungen oder Schrotten die zu vergießende Legierungszusammensetzung eingestellt sowie unerwünschte Verunreinigungen durch Zugabe von Salzen und Spülen mit Chlor entfernt. Aus den Schmelzöfen wird die Schmelze in die sogenannten Halteöfen überführt, wo letzte Feineinstellungen der Zusammensetzung vorgenommen werden. Anschließend startet der Gießprozess. Meist ist noch eine SNIF-Box zur Ausspülung letzter, meist oxidischer Verunreinigungen, zwischengeschaltet; außerdem wird in der zu den Stranggusskokillen führenden Gießrinne und dem Verteilersystem noch digital gesteuert Kornfeinungsdraht aus einer Aluminium-Titan- oder einer Aluminium-Titan-Bor-Legierung zugeführt. Die so bezeichneten Knetlegierungen werden zu Walzbarren oder Rundbarren|Bolzen vergossen. Der Barrenguss erfolgt entweder im kontinuierlichen Vertikal-Stranggießverfahren, wobei der aus der Kokille austretende und mit Wasser abgekühlte Strang von einer fliegenden Säge nach Maßvorgabe getrennt wird. Walzbarren werden im diskontinuierlichen Vertikalstrangguss erzeugt. Sie erreichen Gewichte bis 40 t. Bei vorgegebenen Maßen des Gießtischs und der in ihm eingebetteten Kragenkokillen nimmt die Stückzahl der gleichzeitig gegossenen Rundbarren mit deren abnehmendem Durchmesser zu (bis zu 16 und mehr Stränge, dann schon „Wäschepfähle“ genannt, sind möglich). Stranggussformate sind primär „Halbzeug“, nach Walzen, Strang- und Rohrpressen, Schmieden und Ziehen sowie anschließender Wärmebehandlung in entsprechenden Spezialöfen (dazu mehr im Abschnitt Ofentechnik) werden daraus Produkte wie Bleche, Folien, Profile und Drähte, für die sich ein stark wachsender Bedarf ergibt, weil einerseits die "Energiewende" nach Erweiterung der Übertragungsnetze verlangt und andererseits Aluminiumdraht gegenüber Kupfer die doppelte Strommenge transportieren kann [26]
Eine für Bleche und Folien entwickelte, die Zahl der Walzdurchläufe (Stiche) verringernde Gießtechnik ist das Bandgießen, bei der das flüssige Metall in einen regulierbaren Spalt zwischen zwei gegenläufig rotierende, gekühlte Walzen gegossen wird. Dem Bandgießen technisch verwandt sind die modernen Verfahren der Drahtherstellung.
Alles metallurgisch zu Aluminium Gesagte kann auf das noch leichtere und deshalb sowohl für Luft- und Raumfahrt als auch generell im Leichtbau genutzte Magnesium übertragen werden. Das lange überwiegend aus der Schmelzflusselektrolyse von wasserfreiem Carnallit oder Magnesiumchlorid, heute überwiegend nach dem thermischen Pidgeon-Prozess [27] gewonnene Reinmagnesium lässt sich legieren und kann wie Aluminium als Guss- oder Knetwerkstoff weiterverarbeitet werden. Da schmelzflüssiges Magnesium an Luft sehr schnell oxidiert (Magnesiumbrand), wird es unter einem inerten Schutzgas und mit einem Berylliumzusatz von mehr als 10 ppm geschmolzen. Neben den schon genannten Anwendungsgebieten findet sich Magnesium in der Eisengießerei als Entschwefelungsmittel bei der Herstellung von Gusseisen mit Kugelgraphit. Als Legierungselement führt es zu selbstaushärtenden Aluminiumknetlegierungen (siehe Duraluminium. Eigenschaftsbestimmend ist es seit dem Zweiten Weltkrieg als Bestandteil seewasserresistenter Aluminium-Magnesium-Legierungen, denen noch Titan zugegeben wird. (Hydronalium, Typ SS-Sonderseewasser).
Nach 1950 werden solche Legierungen zunehmend für eloxierbaren Gebrauchsguss verwendet (Maschinen für die Lebensmittelindustrie, Beschlagteile) und das sowohl im Sand- wie im Kokillengießverfahren. In der weitgehend automatisierten Druckgießtechnik werden sowohl Aluminium-Magnesium-Legierungen verarbeitet als auch Magnesiumlegierungen mit Aluminium und Zink als Begleitelementen (der berühmte VW Käfer enthielt in seiner ersten Konzeption Magnesiumgussteile im Gewicht von mehr als 20 kg, u. a. für das Getriebegehäuse). Die aus Gründen der Gewichtseinsparung wieder verstärkte Verwendung von Magnesium wurde bereits erwähnt, nochmals ist auf das Hybridverfahren zur „geschichteten Formfüllung“ aus magnesiumfreien wie magnesiumreicheren Legierungen hinzuweisen, das sich an thermischer und mechanischer Beanspruchung bestimmter Zonen des Automobilmotors orientiert.
Für die Leichtbautechnik werden besonders im Automobilbau zunehmend nicht nur flächige Teile (Motorhauben, Kofferraumdeckel), sondern auch gießtechnisch anspruchsvollere Teile (Automobiltüren, Fensterrahmen) im Druckgießverfahren gefertigt. Es sind Wandstärken von 4 mm bis herab zu sehr dünnen 1,8 mm herstellbar.[28]
Auch Verbindungen von Stahlblechen mit Aluminium und/oder Magnesium sind mittels Druckgusstechnik problemlos möglich.
Unverändert ist Magnesium in der zivilen wie militärischen Pyrotechnik wichtiger Bestandteil aller Erzeugnisse.
Kupfer
Die metallurgische Geschichte der Kupfergewinnung (siehe ergänzend „Die Wiederkehr des Kupfers“ sowie Kupfer bei Hauptmetalle).
Kupfer wird je nach zugrundeliegendem Erz pyro- oder hydrometallurgisch gewonnen. Aus sulfidischen Erzen wird in einem Schachtofenprozess der sogenannte Kupferstein[29] gewonnen und anschließend in einem sogenannten Pierce-Smith-Konverter zu Schwarz- oder Blisterkupfer mit 80–96 % Kupfergehalt verblasen. Dabei setzen Kupfersulfid und Kupferoxid unter Abspaltung von Schwefeldioxid zu Kupfer um, Eisen als Hauptbegleitelement wird verschlackt. Die Schachtofentechnik bezeichnete man fachsprachlich lange als „deutschen Weg“. Der „englische Weg“ ist ähnlich, erfolgt aber im Flammofen. Im weiteren Prozessverlauf erfolgt das „Dichtpolen“; früher wurde dazu die Schmelze mit Baumstämmen umgerührt, heute wird Erdgas in die Schmelze eingeblasen. Hierbei entsteht sogenanntes „Anodenkupfer“, das zu Anodenplatten vergossen wird, die einer Raffinationselektrolyse unterzogen werden. Dabei sind die Anodenplatten in einer schwefelsauren Kupfersulfidlösung im Wechsel mit Edelstahlblechen (oder in älteren Elektrolysen Reinkupferblechen) als Kathoden in Reihe geschaltet. Die Spannung wird so gewählt, dass Kupfer in Lösung geht und sich an den Kathoden wieder abscheidet, während unedlere Metalle in Lösung bleiben und Edelmetalle (Silber, Gold, Platin, Palladium, Rhodium …) sich als sogenannter Anodenschlamm am Grund der Elektrolysezelle absetzen. Aus dem Anodenschlamm werden die genannten Edelmetalle gewonnen. In der Raffinationselektrolyse entsteht Elektrolytkupfer, das wegen seiner elektrischen Leitfähigkeit seit dem 19. Jahrhundert für die Elektrotechnik unverzichtbar ist.
Oxidische Erze und arme sulfidische Erze werden hingegen einer Gewinnungselektrolyse unterzogen. Dazu werden oxidische Erze mit Schwefelsäure gelaugt, für sulfidische Erze muss ein komplizierteres Drucklaugungsverfahren angewendet werden. Die kupferhaltige Lösung wird vor der Elektrolyse noch mittels Solventextraktion angereichert. Produkt ist ein mit 99,90 % Kupfergehalt sehr reines, aber wasserstoffhaltiges Kathodenkupfer (Elektrolyseprinzip: Wasserstoff und die Metalle schwimmen mit dem Strom).
Die im Flammofen oder elektrolytisch feinraffinierten Kupferschmelzen werden zu Blöcken (Masseln) aus reinem Kupfer oder zu Formaten (Stranggießen) vergossen. Wird zuvor legiert, dann um bestimmte Eigenschaften, vor allem der Knetlegierungen herbeizuführen.
Die Weiterverarbeitung des Raffinadekupfers passt sich gleich wie bei Eisen und Aluminium nach Qualität und Menge den Forderungen des Marktes an, für den Kupfer die Basis einer Vielzahl technisch wichtiger Legierungen ist. Einige sind schon seit der Antike bekannt (s. Abschnitt 1). Legiertes Kupfer ist nicht nur Ausgangsmaterial für horizontal oder vertikal verarbeiteten Formateguss. Sowohl niedrig legiert,[30] wie Chromkupfer mit 0,4–1,2 % Chrom wird es ebenso zu technisch wichtigem Formguss (Chromkupfer für Stranggusskokillen und andere thermisch stark beanspruchte Gussteile), wie die nach DIN EN 1982 genormten Bronzen mit 12 % Zinn.
Die Glockenbronze in der Zusammensetzung 80 % Kupfer, 20 % Zinn zählt zu den bekanntesten Kupferlegierungen. Seit dem Guss der ersten Kirchenglocken im 6. bis 8. Jahrhundert wird sie, kaum verändert, in überlieferter Technik vergossen (sehr wirklichkeitsnahe Beschreibung bei F. v. Schiller „Das Lied von der Glocke“). Die Zusammensetzung dieser Bronze- damals empirisch gefunden -liegt nahe dem Optimum der Zerreißfestigkeit bei einem Zinnanteil von 18 %.
Eine bei Kupfer, Messing und Aluminium schon seit dem 20. Jahrhundert, inzwischen auch bei Stahl angewendete Technik der Halbzeugverarbeitung ist die Herstellung von Drähten mittels des Properziverfahrens und des davon abgeleiteten Gießradverfahrens.
Zu den im 19. Jahrhundert wirtschaftlich bedeutend gewordenen Kupferlegierungen gehören neben Rotguss, einer Kupfer-Zinn-Zink-Blei-Legierung, (die den Messingen bereits näher steht, als den Bronzen) noch eine Reihe von Sonderbronzen, wie die Aluminiumbronze. Mit 10 % Aluminium ist sie ein wertvolles, weil kavitationsbeständiges, wegen der Oxidationsneigung des Aluminiumanteils jedoch schwierig zu erschmelzendes und zu vergießendes Material für den Guss von großen Schiffspropellern (Stückgewicht 30 t und mehr).
Metallurgisch ebenso bedeutsam wie die zahlreichen, zweckgerichteten Bronzelegierungen sind seit Beginn des Industriezeitalters die zusammenfassend als Messing bezeichneten Kupfer-Zink-Legierungen. Wegen der für die meisten Legierungen des Kupfers mit Zink charakteristischen Gelbfärbung, werden viele Messinge oft nicht als solche wahrgenommen. Beispiel ist hier Rotguss, oder Rotmessing (italienisch: „ottone rosso“).
Mit seinem unter 1000 °C liegenden Schmelzpunkt ist Messing vielfältig einsetzbar. Mit 63 % Kupfer, Rest Zink, wird es besonders für Formguss (Armaturen, Beschlagteile) verwendet. Mit 58 % Kupfer, max. 3 % Blei, Rest Zink, wird es zu Halbzeug (Bleche, Profile). Eine Erniedrigung des Zinkanteils auf 36 bis 28 % begünstigt die ziehende Verarbeitung zu Patronen- oder Geschosshülsen aller Kaliber, weshalb diese Legierungen als Patronen- oder Kartuschenmessing bezeichnet werden. [31]
Der Bedarf an Messing wird nur in besonderen Fällen mit Primärlegierungen (siehe unter Recyclingmetallurgie) befriedigt, mehrheitlich sind es in einer Messinghütte (Messingwerk) aufgearbeitete Messingsammelschrotte (Altmetall), denen frische Fertigungsabfälle aus spanloser wie spanender Bearbeitung zugegeben werden. Geschmolzen wird überwiegend im Rinneninduktionsofen.
Kupfer-Nickel-Gusslegierungen mit bis zu 30 % Nickel sind sehr seewasserbeständig (Schiffbau). Mit einem Zinkzusatz bis 25 % in Kupfer-Mehrstofflegierungen mit Nickel, Blei und Zinn werden Messinge zu Weißkupfer oder Neusilber (CuNiZn). Verbreitet kennt man sie als Bestecklegierungen, unter anderem als Alpaka und Argentan (siehe Packfong). Konstantan und Nickelin, eine Kupfer-Nickel-Legierung mit Manganzusatz[24], sind als Heizleiterlegierungein korrosionsfestes Ausgangsmaterial für Heizwiderstände).
Zink
Zink wird bergmännisch als mit Blei vergesellschaftetes oxidisches (Zinkspat|Galmei) oder sulfidisches Erz (Zinkblende) abgebaut. Der carbonatische Galmei wird gebrannt, der Schwefelanteil der Zinkblende abgeröstet und für die Produktion von Schwefelsäure genutzt. Das auf beiden Wegen erhaltene Zinkoxid wird entweder auf trockenem Wege zusammen mit Kohle in feuerfesten Retorten (auch Muffeln genannt) reduziert und bei 1100–1300 °C im Destillationsverfahren Rohzink gewonnen. Bei Anwendung des nassen Verfahrens wird in einer ersten Stufe Zinkoxid unter Zusatz von Schwefelsäure zu Zinksulfat. Im folgenden Elektrolyseverfahren schlägt sich auf den Kathoden Elektrolytzink bereits als 99,99 % reines Feinzink nieder. Qualitätsmäßig wird demnach zwischen Rohzink, genormtem Hüttenzink und genormtem Feinzink unterschieden.[32]
Zink wird auf vielen Gebieten eingesetzt. Es bestimmt den Legierungscharakter bei Messing, ist Legierungsbegleiter bei Rotguss und vielen Aluminium- und Magnesiumlegierungen. Feinzinklegierungen mit einem Aluminiumanteil werden im Druckguss verarbeitet. Auch zu Halbzeug wird Feinzink verarbeitet.
Zinkweiss, ursprünglich bei Herstellung und Verarbeitung von Messinglegierungen ein unerwünschtes Beiprodukt, wird heute nach verschiedenen Verfahren aus Rohzink, oder zu mehr als 70 % des auf > 250.000 t/a geschätzten Verbrauchs beim Recycling von zinkhaltigen Erzeugnissen gewonnen. Es wird nicht nur traditionell für Pigmente und keramische Erzeugnisse, sondern auch bei Gummi, Glas, Pharmazeutik und Elektronik verwendet, sofern es nicht in den Kreislauf der Feinzinkherstellung zurückgeführt wird.[33]
Die Korrosionsbeständigkeit von Zinküberzügen auf Eisen und damit dessen Schutz vor Rost bedingt einen ständigen, hohen Bedarf der Verzinkereien. Man unterscheidet elektrolytische Verzinkung (mit geringerer Haltbarkeit) von Feuerverzinkung, bei der die zu verzinkenden Teile durch ein Tauchbad aus geschmolzenem Feinzink geführt werden.
Nickel
Nickel hat eine eigene Industrie begründet (beispielsweise das russische Unternehmen Norilsk Nikel). Ungeachtet seiner historischen, für China schon vor der Zeitenwende nachgewiesenen Verwendung hat es erst im 19. Jahrhundert wieder Bedeutung gewonnen.
Zur Nickelgewinnung dienen überwiegend Kiese, also sulfidische Erze, die in einer ersten Stufe abgeröstet und im Flammofen geschmolzen werden („Rohstein“). Von Kupfer und Eisen befreit wird es zum „Feinstein“ und dieser wird entweder elektrolytisch raffiniert (Reinnickel) oder nach dem Mond-Verfahren (Carbonylnickel) zu Reinstnickel.
Verwendet wird Nickel für hochwertige Gusslegierungen auf Nickelbasis, überwiegend aber als eigenschaftsbestimmendes Legierungselement (z. B. für Chrom-Nickel-Stähle) und als Bestandteil von Bronzen (seine Stellung als Legierungsbegleiter teilt es sich hier mit Zinn).
Nickel findet sich ferner in Messingen und hochfesten Aluminiumlegierungen. Als Überzug von Gussteilen gewährleistet es Korrosionsschutz (Vernickelung) und nicht zuletzt bestimmt es mit ca. 25 % Anteil die „Silberfarbe“ von Münzen, Besteck und Haushaltsgeräten. Nickel ist nicht giftig, aber seine Aerosole können gefährdend sein. Dauernder Hautkontakt, etwa bei Brillengestellen, oder Schmuck (beides im Druckgießverfahren gefertigt), kann zu einem Nickelekzem (Nickelkrätze) führen.
Blei
Blei ist mit einem Schmelzpunkt von nur 327 °C verarbeitungsgünstig und mittels Oxidation und folgender Reduktion metallisch aus Bleiglanz (PbS) leicht darstellbar. Es wird als Reinblei vorwiegend in Form weichen, flexiblen, zu Blechen gewalzten Materials verarbeitet (Bleiummantelung von Kabeln, Dachabdichtungen). Als Bleirohr ist es, mit einer Zulegierung von härtendem Antimon, nur für Abwasserleitungen erlaubt. Viel verwendet wird es als Akkublei für Starterbatterien, als Schrotblei, als Bleidruckgusslegierung und für Bleibronzelager. Außerordentliche Bedeutung hat Blei seit Jahrzehnten als Schutz gegen Gammastrahlung. Im Umgang mit radioaktivem Material ist eine Bleiabdeckung (Bleischürze des Radiologen) unverzichtbar.
In Messing-Knetlegierungen gewährt Blei (bis zu 3 %) gute Zerspanungseigenschaften. Als Legierungsbegleiter in Kupferlegierungen ist Blei erwünscht, obwohl es wegen seiner Dichte zum Ausseigern neigt. Die Verarbeitung von Altblei (Akkumulatoren) wird in spezialisierten Hütten vorgenommen, unter anderem weil außer problematischen schwefelsauren Rückständen in den Batterien die oberhalb des Schmelzpunkts (Dampfdruck) einsetzenden Bleidämpfe sehr giftig sind (siehe Recyclingmetallurgie).
Industriell genutzte Metalle
Lithium
Das Leichtmetall Lithium weist eine Dichte von nur 0,534 g·cm−3 auf. [34] Es liegt an 27. Stelle der Häufigkeitsliste der Elemente. Der geschätzte Weltvorrat beträgt 2,2 Millionen t.[35] Lithium kann mittels Schmelzflusselektrolyse aus Lithiumerzen gewonnen werden (u. a. aus Amblygonit mit einem Lithiumoxidgehalt bis zu 9 %, das als Erzkonzentrat verarbeitet wird). Spodumen wird besonders zur Herstellung von Lithiumcarbonat eingesetzt, weitere abbauwürdige Erze sind Petalit und Lepidolith. Lithium wird auch durch Eindampfung hoch salzhaltigen Wassers gewonnen (Totes Meer). Die Extraktion aus Meerwasser (Gehalt 0,17 ppm Li) gilt bisher als nicht wirtschaftlich.[36]
Zu Beginn des 21. Jahrhunderts ist noch nicht entschieden, ob metallisches Lithium nach seiner Darstellung mittels eines über Lithiumcarbonat führenden Verfahrensganges, vorzugsweise als Bestandteil für die Herstellung besonders leichter und korrosionsfester Legierungen auf Aluminium- oder Magnesiumbasis, oder einer Legierung beider genutzt wird, auch selbst zum Basismetall von Superleichtlegierungen wird, oder aber in Hochleistungsakkumulatoren (Lithium-Ionen-Akkumulator) verwendet wird. Gemäß den Erfahrungen als Akku für die Mobiltelefonie wird in ihnen die nächstmögliche Lösung für elektrisch angetriebene Straßenfahrzeuge gesehen. Ungünstig ist hierbei, dass derzeit noch für Versorgungsengpässe anfälliges Kobalt[37] als Anodenmaterial benötigt wird. In der Nukleartechnik gilt der Einsatz von Lithium seit seinem Beitrag zur Entwicklung der „Wasserstoffbombe“ als unverzichtbar für die Entwicklung eines Fusionsreaktors.
Zu den zahlreichen weiteren Verwendungen von Lithium oder seinen Verbindungen zählt der Zusatz von bis zu 5 % Lithiumfluorid bei der Schmelzflusselektrolyse von Aluminium, der Einsatz von Lithiumkupfer als Desoxidationsmittel für Schwermetalle (Schmelzebehandlung), der Zusatz von Lithiumchlorid und Lithiumfluorid zu Hilfsmitteln beim Schweißen und Löten von Leichtmetallen, ferner in Form seiner Stearate bei Schmiermitteln und als Citrate, Karbonate und Sulfate in der Pharmakologie.
Im Hinblick auf die Verwendungsbreite von Lithium und seinen Verbindungen einerseits, seiner nicht unbegrenzten Verfügbarkeit andererseits, kommt dem Recycling, insbesondere aus Batterien und Akkus, wachsende Bedeutung zu.
Beryllium
Beryllium (Dichte 1,85 g·cm−3), zählt zu den Leichtmetallen. Gewonnen wird es hauptsächlich aus Beryll, einem Aluminium-Berylliumsilikat. Obwohl als toxisch eingestuft (leberschädigend, Berylliose), wird es vielfältig verwendet.[38] Bei Magnesiumguss verringert bereits ein Zusatz von 0,001 % zur Legierung oder zum Formsand die Oxidationsgefahr, als Berylliumkupfer mit 5 % Berylliumanteil wird es zur Desoxidation von hochleitfähigem Kupfer verwendet. Aus einer Kupfer-Beryllium-Gusslegierung mit max. 3 % Beryllium und 0,5 % Cobalt lassen sich funkenfreie Werkzeuge herstellen, eine im Kohlebergbau wichtige Eigenschaft.
Großes Potenzial wird Beryllium nach aktuellen Forschungen bei der angestrebten Kernfusion in Fusionsreaktoren eingeräumt, da es sowohl den Brennstoff Tritium erzeugen kann als auch sich für die einer Temperatur von 100 Millionen Grad ausgesetzte Verkleidung des Plasmagefäßes eignet.[39]
Zinn
Zinn (Dichte 7,29 g·cm−3), lateinisch „Stannum“, wird aus reduzierend verhütteten, oxidischen Erzen gewonnen (Zinnstein, Kassiterit). Auf Zinnbasis fertigte man bis zur Erfindung des Porzellans Ess- und Trinkgefäße („Geschirrzinn“). Eine neuzeitliche Entwicklung ist „Britanniametall“, eine Sn90Sb8Cu-Legierung, die zu Dekorationsgegenständen verarbeitet wird (Teller, Pokale). Ein besonderes Gebiet sind Zinnfiguren aus einer eutektisch erstarrenden Legierung Sn63Pb37, deren Herstellung über Jahrhunderte tradiert ist (Zinngießerei). Die Bezeichnung Stanniol für dünn ausgewalzte Zinnfolien geht unmittelbar auf das lateinische „stannum“ für Zinn zurück und wird umgangssprachlich auf Metallfolien schlechthin angewendet. Zu deren lange Zeit allgemein bekannten Anwendungsformen zählen Flaschenkapseln und das den Weihnachtsbaum schmückende Lametta.[40]
Zinn wird heute vornehmlich im Druckgießverfahren verarbeitet, die dafür verwendeten Legierungen sind ähnlich denen für Lagermetalle auf Zinnbasis. Nach DIN 1703 sind es genormte Legierungen mit ca. 80 % Zinn und Zusätzen von Antimon, Kupfer und Blei; eine veraltete Bezeichnung ist „Weißmetall“, heute sind „Zinnlagermetalle“ an ihre Stelle getreten. Zinn ist namengebendes Legierungselement aller Zinnbronzen, ferner ein für die erforderlichen Legierungseigenschaften erforderlicher Bestandteil von Rotguss. Legiert mit Blei und härtendem Antimon fand es sich als „Bleisatz“ in den inzwischen historisch gewordenen Schriftmetallen.
Eisenblech, auf Millimeterbruchteile ausgewalzt und einseitig verzinnt, wird als Weißblech bezeichnet. Haupteinsatzgebiet sind Dosen für Dauerkonserven. Ein in der Weltspitze agierender deutscher Erzeuger gibt für 2007/2008 eine Jahresproduktion von 1,5 Millionen t an.[41]
Zinn ist auch Hauptbestandteil aller Weichlote mit einem Schmelzpunkt < 450 °C.
Titan
Titan wird wegen seiner relativ niedrigen Dichte von 4,5 g·cm−3 und damit nur halb so schwer wie Stahl, aber gleich guten Festigkeitswerten, zudem unmagnetisch, seewasserfest und korrosionsbeständig, schon in der ersten Hälfte des 20. Jahrhunderts besonders auf dem militärischen Sektor zunehmend verwendet: als Legierungsbegleiter bei Spezialstählen, als gefügestabilisierender Zusatz bei Gusseisensorten, als wichtiger Zusatz zu hochfesten, seewasserbeständigen Aluminiumlegierungen im Schiffbau.
Um 1940 beginnt die Entwicklung von Titanlegierungen, eine Voraussetzung zum Bau von Düsentriebwerken für Luft- und Raumfahrt. Insbesondere Titanaluminid-Werkstoffe mit Zusätzen von Niob, Bor und Molybdän sind gemäß Fachpresse für Betriebstemperaturen von Flugzeugturbinen geeignet.[42]
In der Medizintechnik wird Titan für künstliche Gelenke (Endoprothesen, Implantate) verwendet.
Im Feingussverfahren (Wachsausschmelzverfahren) werden aus Titanlegierungen nicht nur kleine bis kleinste Präzisionsteile hergestellt. Ein patentiertes[43] Verfahren erlaubt auch die Herstellung größerer Teile, wie sie der Motorsport verlangt. Modellherstellung mittels Rapid Prototyping in Laser-Sintertechnik erfolgt rasch und ermöglicht auch kurzfristige Abänderungen.[44]
AlTi-, AlTiC- und AlTiB-Vorlegierungen dienen bei Aluminiumknet- sowie Gusslegierungen zur Gefügebeeinflussung (Kornfeinung).
Neue Titan-Vorkommen werden erschlossen, in Erwartung eines jährlich bis auf mehr als 100.000 t ansteigenden Bedarfs, wobei Titan mit Cobalt und Nickel vergesellschaftet anfällt.[45]
Kobalt
Kobalt, ein silbriges Metall (Dichte 8,9 g·cm−3) ist seit dem 15. Jahrhundert bekannt. Die gezielte Förderung von Kobalterzen beginnt, als gegen Ende des 16. Jahrhunderts durch Zufall wieder entdeckt wurde, was bereits den alten Ägyptern bekannt war: dass Kobalt Glasflüsse blau färbt. Für die Eisenindustrie ist Kobalt ein Zusatz zu hochwertigen Stählen. Neue Bedeutung erfährt Kobalt durch seine Eignung als Anodenmaterial bei der Herstellung von Lithiumionenakkus (Akkus). Die Weltproduktion wird im Jahre 2007 auf 60.000 t geschätzt, wovon zwei Drittel aus Zaire (Katanga) und Sambia kommen. Eine sehr große Reserve bieten die Manganknollen der Tiefsee mit einem Gehalt von ca. 1 % Kobalt.
Refraktärmetalle
Molybdän
Dieses Element steht hinsichtlich des Mengenverbrauchs an der Spitze der sogenannten Refraktärmetalle. Zu dieser Gruppe gehören auch Wolfram, Vanadin, Niob und Tantal. Die Bezeichnung verdankt sich dem hohen Schmelzpunkt dieser Elemente, ein Grund weshalb sie erstmals um die Mitte des vorigen Jahrhunderts mittels moderner Schmelztechniken, wie dem Vacuum-Schmelzverfahrer, in notwendiger Reinheit dargestellt werden konnten, einer Voraussetzung für die ihnen jemseits der Stahlveredelung zugedachten spezifischen Verwendungen. Mehr als 50 % der Weltproduktion von nahezu 200.000 t p. a. (2008) an Molybdän (Dichte 10,2 g·cm−3) werden mit zunehmender Verbrauchsraten als Stahlveredler und für Gusseisen eingesetzt. Die Elektroindustrie benötigt es für Katalysatoren, auch Pigmenthersteller nutzen es. Gewonnen wird es weit verbreitet aus sulfidischem Molybdänglanz. [46]
Vanadin, Wolfram, Tantal, Niob werden aus aus oxidischen Erzen wie Vanadinit,Wolframit, Tantalit, Niobit (auch als Mischerz mit Tantalit nach den Hauptfundorten als Columbit bezeichnet) für einen stetig zunehmenden Bedarf in der Mikroelektronik gewonnen. Der Weltbedarf an Niob[47] kommt zu 90 % aus Brasilien.[48]
Ein Beiprodukt der Molybdängewinnung ist das seltene Edelmetall Rhenium (Dichte 21,04 g·cm−3).[49]
Wolfram
Das Refraktärmetall Wolfram (Dichte 19,3 g·cm−3) wird aus dem Abbau von Scheelit- und Wolframiterzen gewonnen, ist als Begleitelement von Stählen bekannt. Weniger bekannt ist, dass es zur Entwicklung dauerhafter und kostengünstiger Glühlampen des klassischen Typs beiträgt. Aufgrund des sehr hohen Schmelzpunktes von 3387 °C ersetzen aus Wolfram hergestellte Glühfäden solche aus Osmium oder Tantal.[50] Die Verbindung Wolframcarbid, chemisch WC, gehört mit einer Mohs-Härte 9,5 zu den härtesten Stoffen und wird daher als Beschichtung von Schneidwerkzeugen oder direkt als Schneidstoff in Hartmetallen eingesetzt.
Selen
Selen nach dem griechischen Wort „Selene“ für den Mond benannt, dem Tellur („Erde“) nahe verwandt, gehört mit den Metallen Molybdän und Wolfram in die VI. Hauptgruppe des Periodensystems der Elemente. Die Weltgewinnung von 2000 t im Jahr 2007 – vorwiegend aus dem Anodenschlamm der Kupferelektrolyse – findet Verwendung unter anderem für die Herstellung farbiger Gläser, als Halbleiter in der Xerographie, als Bestandteil von Schmierstoffen und Pharmazeutika.
Silber
Silber wurde 2007 zu 30 % in Silberminen gewonnen, ein Drittel des Bedarfs fällt als Nebenprodukt bei der Blei- und Zinkgewinnung an, 27 % bei der Kupferraffination und weitere 10 % bei der Goldgewinnung. Nach der nahezu vollständigen Demonetisierung überwiegt seine industrielle Nutzung, die auf der alle anderen Metalle übertreffenden thermischen und elektrischen Leitfähigkeit beruht und für 2007 mit 55 % des Gesamtbedarfs angegeben wird. Mit einer Dichte von 10,5 g·cm−3 und einem Schmelzpunkt von 960 °C ist Silber vielseitig verwendbar. Nach Entdeckung im 19. Jahrhundert seiner gleich Messing „bakteriziden“ Wirkung wird Silber nicht nur zu Gebrauchsgegenständen verarbeitet, die Silberbeschichtung von Griffen, Klinken und anderen vielfach berührten Metallteilen im öffentlichen Raum wird zum Silberverbraucher. Aus demselben Grund wird es für chirurgische Instrumente verwendet, ferner für Apparaturen der Nahrungsmittelindustrie. Silberverbraucher sind auch in der Elektronik und Elektrotechnik (Silberdraht) zu finden. Silber-Zink-Akkus sind in der Entwicklung, die Energiedichte soll 40 % über der von Lithium-Ionen-Akkus liegen (siehe dazu auch unter „Recycling“).
Schmuck und Bestecke beanspruchen nach Meldungen in Wirtschafts- und Fachpresse noch 25 % des Silberverbrauchs. Schmuck und Silbergeschirr werden traditionell teils handwerklich (Silberschmied), teils industriell (auf Silber spezialisierte Gießereien) hergestellt. Die Verwendung in der Fototechnik ist auf 15 % zurückgegangen. 5 % des Silberangebotes werden zu Gedenkmünzen und Medaillen geprägt.[51]
Silber ist mit bis zu 0,25 % ein Legierungsbestandteil als „Silberbronze“ bezeichneter Kupferknetlegierungen. Silberhartlote auf Kupfer- oder Manganbasis können bis zu 87 % Silber enthalten. Hochfeste Aluminiumlegierungen werden ebenfalls unter Silberzusatz hergestellt.
In der Geschichte des Münzwesens hatte Silber lange eine bedeutende Rolle (siehe Silberwährung). Die Inhaber des Münzregals, heute ausschließlich die Staaten und ihre Nationalbanken, prägen Silbermünzen nur noch zu besonderen Anlässen und nehmen steigende Silberpreise gerne zum Anlass den Silbergehalt der Münzen zu verringern.
Uran
 Pechblende (auch Uranpecherz oder Uraninit)
Pechblende (auch Uranpecherz oder Uraninit)Uran ist ein giftiges, radioaktives (strahlendes) Schwermetall mit der sehr hohen Dichte von 19,1 g·cm−3, das zur Gruppe der Actinoide gehört. Gegen Ende des 18. Jahrhunderts von Martin Klaproth entdeckt und als Pechblende bezeichnet, wird es seitdem bergmännisch gewonnen. Deutsche Vorkommen an Uranerz wurden bis 1990 in erheblichem Umfang ausgebeutet (Schlema-Alberoda).
1898 beobachtete A. H. Becquerel die Strahlung der Pechblende, allerdings ohne deren menschliches Gewebe schädigende Wirkung zu erkennen. Pierre und Marie Curie isolierten darauf die enthaltenen, stark strahlenden Elemente Polonium und Radium. Nicht die geringen Anteile dieser beiden Elemente im Uran machen es zum radioaktiven Alphastrahler, sondern der Gehalt an den Isotopen 234, 235 und 238.
Alle radioaktiven Elemente sind mehr oder weniger instabil. Einige zerfallen bereits nach Sekunden, andere erst nach Millionen von Jahren, der Maßstab ist die sogenannte Halbwertszeit. Für Uran 238 werden 4,5 Milliarden Jahre angegeben, für das Isotop 235 sind es 704 Millionen Jahre und für waffenfähiges Plutonium „nur“ 88 Jahre. Endstufe dieses atomaren Zerfalls, der auch die Altersbestimmung von Elementen erlaubt, ist stets Blei.
Die jährliche Uranproduktion weltweit wird für 2007 mit 40.000 t angegeben, der Verbrauch mit 60.000 t. Die Lücke wird durch Auflösung aus militärischen Gründen gehorteter Bestände geschlossen.[52] Die Ansichten über den globalen Vorrat an Uranerz sind strittig, 10 % der Vorräte sollen sich in Westaustralien befinden, müssen aber noch erschlossen werden.[53]. Durch die Technik des "schnellen Brüters" könnten die Weltvorräte nachhaltigerer Nutzung zugeführt werden.
Die Weiterverarbeitung des geförderten Uranerzes orientiert sich an chemisch-metallurgischen Prinzipien der Laugung, Fällung und Filtration mit dem Zwischenprodukt Yellowcake. Das gewonnene metallische Uran ist unverändert radioaktiv und ohne weitere Behandlung praktisch nur begrenzt nutzbar. Isoliertes Radium (auch die Isotopen) wurde früher in der Strahlenmedizin eingesetzt.
„Abgereichert“ (das heißt in seiner nicht spaltbaren Form, wird Uran sehr unterschiedlich verwendet. In der Rüstungsindustrie dient es wegen seiner Härte gleichermaßen für Panzerplatten, wie für panzerbrechende Munition. Es findet sich ferner als Strahlenschutzmaterial, als Stahlzusatz und in der Luftfahrtindustrie.
„Angereichert“ wird Uran dagegen genannt, wenn in einem aufwändigen Prozess (Zentrifugentechnik) der Anteil des Isotops 235 von natürlichen 0.711 % auf wenigstens 3,5 % gesteigert worden ist. Damit wird es zum Ausgangsstoff der nuklearen, CO2-freien Energiegewinnung im Kernkraftwerk. Plutonium entsteht dort als Beiprodukt, es kann im „nuklearen Kreislauf“ erneut zu Brennelementen verarbeitet werden oder der Herstellung von nuklearen Sprengkörpern dienen.
Reinstmetalle
Eine Reihe von Metallen, die in höchster Reinheit von > 99,9999 % und in extrem dünnen Schichten als Verbindungshalbleiter in der Elektronik und Energieerzeugung (u. a. für Solarzellen) eingesetzt werden. Sie bestehen aus Verbindungen von Aluminium, Gallium und Indium (3. Hauptgruppe) mit Stickstoff, Phosphor, Arsen und Antimon (5. Hauptgruppe des periodischen Systems).[54]. Germanium, bei dem China 75 % des Bedarfs deckt, ist für Fiberglaskabel nötig.[55]
Edelmetalle
 Treibarbeit zur Silbergewinnung (16. Jahrhundert)
Treibarbeit zur Silbergewinnung (16. Jahrhundert)Die Gewinnung von Gold, seit dem Jahr 600 v. Chr. erstmals als geprägtes Zahlungsmittel (Goldstater) verwendet, wird in der Geschichtsschreibung erstmals für die ertragreichen Minen der mythischen Königin von Saba erwähnt. In Deutschland begann sie mit dem Fund von Flussgold (Rheingold). Es wurde nach einem zeitgenössischen Bericht aus dem 12. Jahrhundert mittels der heute noch geläufigen Goldwäsche-Technik aus dem Fluss gewaschen.
Silber zählt wie Kupfer zu den ältesten von Menschen genutzten Metallen. Ausgehend von ungeprägtem Silber kam es zur Monetarisierung, Silber wurde Zahlungsmittel. Silberstatere sind seit 600 v. Chr. aus Makedonien bekannt, China erhob den gegossenen Silbertael zum Maßstab.
Wirtschaftlich bedeutend für Europa waren im 14. Jahrhundert der Abbau und die Verhüttung von Silbererzen in den Muldenhütten im sächsischen Erzgebirge sowie der industriell betriebene Silberabbau im österreichischen Tirol mit Zentrum in Schwaz, wo man im 15. und 16. Jahrhundert jährlich 30 t Silber gewann. Begünstigt wurden diese Standorte durch ein reichliches Holzangebot als Brennmaterial und Wasserkraft zum Betrieb der Blasebälge. Die europäische Silbergewinnung verlor erst an Bedeutung, als im 16. Jahrhundert nach Unterwerfung der mittelamerikanischen Kulturen zahllose Schiffsladungen Gold und Silber nach Europa gelangten. Von 1494 bis 1850 sollen allein an die 4700 t Gold aus den spanischen Besitzungen gekommen sein. Die eingeführten Silbermengen waren so groß, dass sie eine Monetarisierung erlaubten. Landesherrliche Münzstätten prägten Silbertaler (u. a. den Maria-Theresien-Taler) als Silberwährung) Die Ausgabe von Papiergeld zur Erleichterung des Umgangs mit größeren Geldmengen war nur deshalb möglich, weil jederzeit der Umtausch gegen Gold (Goldwährung) oder Silber möglich war. Vor allem die Golddeckung einer Währung garantierte die besondere Solidität eines Staatswesens. In dieser Zeit entstanden daher auch die nationalstaatlichen Münzen als industrielle Betriebe.
Noch während des Ersten Weltkriegs und in den darauf folgenden Jahren mussten die großen, auf Grund der Kriegsführung überschuldeten Wirtschaftsnationen, eine nach der anderen, den Goldstandard ihrer Währung – also die Garantie, Papiergeld jederzeit in Gold umzutauschen – aufgeben. Lediglich die USA verpflichteten sich nach dem Zweiten Weltkrieg nochmals, Papierdollar jederzeit in Gold zu tauschen, mussten diese Garantie aber 1971 wieder aufgeben. Es kursierten – von Sonderprägungen wie dem Krügerrand abgesehen – keine Goldmünzen mehr. In einigen Ländern (unter anderem in der Schweiz) waren noch Silbermünzen im Umlauf; diese wurden aber lange vor dem Ende des 20. Jahrhunderts eingezogen. Papiergeld und Münzen aus Nickel oder Kupfer traten an die Stelle von Gold und Silber, gemäß dem volkswirtschaftlichen Axiom (Greshamsches Gesetz): „Schlechtes Geld verdrängt das gute Geld.“
Nicht nur geblieben, sondern gestiegen ist dagegen das Hortungsbedürfnis der Staaten und der privaten Anleger. Dazu kommt eine wachsende Nachfrage nach Edelmetallen für zum Teil ganz neue industrielle Produktionen. Beides sichert den Betrieb der Goldbergwerke und die hüttenmäßige Weiterverarbeitung. Für 2007 wird eine Weltgoldgewinnung von ca. 2500 t angenommen. Zwei Drittel davon werden zu Schmuck verarbeitet, der nach den Methoden klassischer Halbzeugfertigung (Blockguss und Verwalzen) hergestellt wird. Lediglich 10 % gehen in Sonderprägungen von Münzmetallen ein, wozu die Rohlinge aus den auf entsprechende Stärke gewalzten Goldblechen erst ausgestanzt und anschließend mit Stempeln und Matrizen unter hohem Druck geprägt werden. Einige hundert Tonnen gehen in die Elektroindustrie, in die Glasbeschichtung und die Dentaltechnik.
Vergleichend wird in Statistiken für 1999 eine Weltsilbergewinnung von 17.300 t genannt. Zunehmende Mengen verarbeitet die Elektronikindustrie.[56]
Zu den im 21. Jahrhundert in der elektronischen Kommunikation („Handy“, PC) metallurgisch zunehmend genutzten Edelmetallen[57] gehören nicht nur die seit dem 19. Jahrhundert bekannten Elemente Platin und Palladium, sondern die gesamte Gruppe der Platinmetalle, einschließlich des in der Frühzeit der Glühbirne für Glühfäden bedeutenden Osmiums, auch des Iridiums. Neueren Meldungen der Wirtschaftspresse zufolge (unter anderem Frankfurter Allgemeine Zeitung), gibt es für alle Platinmetalle ergiebige Vorkommen im sibirischen Jenissei-Gebiet, in dem aus tektonischen Gründen – so die Meldungen – fast alle zukunftsträchtigen Rohstoffe (zudem Erdgas und Erdöl) sozusagen „gebündelt“ zu finden sind. Im Jahre 2007 sagen die gleichen Quellen dies erstmals auch der Nordpolarregion nach. Bei 4000 m Meerestiefe ist die Problematik der Ausbeutung nicht geringer als die der längst bekannten unterseeischen Manganknollen. Demgegenüber steht 2007 ein Produktionsdefizit bei Platin, das auf den Bedarf für Automobilkatalysatoren, aber auch für Schmuck zurückgeführt wird.[58] Das ebenfalls für Katalysatoren genutzte, zur Gruppe der Platinmetalle gehörende Rhodium wird daher zunehmend nachgefragt.[59]
Goldminen werden heute selbst bei Gehalten von nur wenigen Gramm Gold je Tonne abgebauten Materials als ausbeutungswürdig angesehen. Südafrika erzielt im Grubenabbau (Sohlentiefe 900 bis 4000 m) fallweise bis zu 20 g Gold/Tonne. Ein übliches, umweltschädliches Aufbereitungsverfahren ist immer noch die Cyanidlaugung des goldhaltigen Erzes. Im Jahr 2007 wird sie ungeachtet der davon ausgehenden Umweltgefährdung noch im Distrikt „Roter Berg“ (Roșia Montană) betrieben, der nördlich der rumänisch/siebenbürgischen Stadt Alba Iulia gelegenen ist und bereits von den Römern genutzt wurde. Für die nächsten 20 Jahre sollen jährlich immerhin eine Million Unzen gewonnen werden (Stand 2007).[60]
Neu erschlossen werden soll ein ca. 550 t enthaltendes Vorkommen in den chilenischen Anden (Pascua Lama).[61]
Silbererze, sofern mit Silbergehalten von mehr als 50 %, werden nach Aufbereitung einem nasstechnischen, amalgamierenden Verfahren unterzogen, aber auch elektrolytisch behandelt – insofern dem in vieler Hinsicht verwandtem Kupfer vergleichbar. Bei ärmeren Erzen, bei denen Silber oft ein Beiprodukt ist, wird mit den üblichen Methoden des Röstens, Laugens, Chlorierens und Abtrennens gearbeitet. Klassische Prozesse der Trennung des Silbers von seinem Begleiter Blei sind „Parkesieren“ und „Pattinsonieren“, dem dabei gewonnenen „Reichschaum“ folgt die Treibarbeit. Bei einer Welterzeugung von weniger als 20.000 t pro Jahr fallen Silber und Gold mit prozentual bedeutendem Anteil zudem bei der Raffination von Kupfer (siehe dort) an.
Scheideanstalten sind vielseitig im Recycling von Edelmetallen. Den Marktbedürfnissen folgend, trennen sie edelmetallhaltige Stoffe, gleich ob fest oder flüssig, in ihre einzelnen Bestandteile. Galvanisch erzeugte Goldüberzüge aus Edelmetall, wie sie für die Aufwertung von dekorativen Gegenständen, aber weitaus häufiger für Kontakte elektronischer Geräte erforderlich sind, führen zu aufarbeitungswürdigen Edelmetallschlämmen. Wirtschaftlich bedeutend ist die Rückgewinnung von Platin und die Trennung des Goldes von begleitendem Silber. Die im Scheideprozess anfallenden reinen Metalle verarbeiten die Betriebe entweder selbst zu Zwischen- und Endprodukten, von Schmuckketten bis zu Goldloten, oder veräußern sie an spezielle Verbraucher. Banken kaufen Feingoldbarren (24 Karat) und bieten sie als Wertaufbewahrungsmittel an. Legierte Barren und Halbzeuge (Ketten, Drähte, Bänder, Bleche) werden von der Schmuckindustrie verlangt, verbreitet als 14-karätiges Gold mit 585 ‰ Goldgehalt.
Ein auf dem Sektor Edelmetalle bekanntes deutsches Unternehmen nennt für 2010 einen stark gestiegenen „Produktumsatz“ von 4,1 Milliarden € und einen gesondert ermittelten Edelmetallumsatz von 9,3 Milliarden €.[62]
Der durch Recycling erzielte Wert der verschiedenen Edelmetalle trägt in allen Fällen die Kosten der stofflichen Wiedergewinnung.
Alchemie, ein Exkurs
Alchemie, auch Alchimie, oder (da aus dem Arabischen kommend) Alchymie, begann um 200 n. Chr. im griechischsprachigen Raum zum Beginn einer ernsthaften Beschäftigung mit der Natur chemischer Stoffe zu werden. Da wichtige metallurgische Techniken zu dieser Zeit bereits gut entwickelt waren, ist die Alchemie als ein Ableger, nicht als Begründer, der Metallurgie anzusehen. Die Vier-Elemente-Lehre des Empedokles (Feuer, Wasser, Erde, Luft), ebenso die aristotelische Theorie des Hylemorphismus, der möglichen Stoffumwandlung durch Entzug unedler Eigenschaften, mündeten in die Suche nach dem „Stein der Weisen“, dessen Besitz die Umwandlung unedler Metalle in Gold gewährleisten sollte. Gold war den Landesherren des ausgehenden Mittelalters und zu Beginn der neuen Zeit wichtig, denn es konnte Kriegskassen füllen, die der Machterweiterung dienten. Das historisch bekannteste Nebenprodukt alchemistischer Bemühungen war kein neues Metall, sondern 1708 die Wiedererfindung des, den Chinesen bereits seit 700 n. Chr. bekannten, weißen Hartporzellans durch J. F. Böttger, dem ursprünglich als Goldmacher verpflichteten Gehilfen des E. W. von Tschiernhaus. Bereits im 16. Jahrhundert leitete Paracelsus (1493–1541), im 17. Jahrhundert R. Boyle (1627–1692) und im 18. Jahrhundert A. L. de Lavoisier (1743–1794) die Alchemie in die wissenschaftliche Chemie über, die von da an in der Entwicklungsgeschichte der Metallurgie Bedeutung gewinnt.
Recyclingmetallurgie
 Schrott (im Bild noch unsortierter Sammelschrott) wird in den metallurgischen Kreislauf rückgeführt
Schrott (im Bild noch unsortierter Sammelschrott) wird in den metallurgischen Kreislauf rückgeführtEine „Metallhütte“ und ein „(Um-)schmelzwerk“ unterschieden sich ursprünglich sehr klar von einander, heute verwischt dies der Sprachgebrauch häufig und wird dabei durch die technische Entwicklung unterstützt.
Begriffsklärung
In einer Metallhütte wird Eisen, Kupfer, Zink oder ein anderes Industriemetall erstmalig dargestellt, im Umschmelzwerk (Umschmelzhütte) wird aus bisheriger Nutzung entlassenes Metall auf- oder umgearbeitet. Aus diesem Unterschied wird – in terminologischer Anlehnung an Beispiele aus anderen Bereichen – einerseits aus der Metallhütte die „Primärhütte“, die eine „Primärerzeugung“ betreibt. Ihr Produkt sind „Primärmetall“ und entsprechend auch „Primärlegierungen“.
Die Umschmelzhütte dagegen wird zur „Sekundärhütte“, die mittels Einsatz von Altmetallen und Schrotten eine „Sekundärerzeugung“ betreibt. Sie stellt „Sekundärmetall“ her und daraus auch „Sekundärlegierungen“. Damit wird von ihr der Anspruch an Ressourcenschonung erfüllt. Dies ist keine erst neuerdings entdeckte Verfahrensweise, denn Schrott wurde schon immer umgeschmolzen. Die Rückführung in den metallurgischen Kreislauf wird heute verbreitet als Recycling bezeichnet. Hat das recycelte Metall bessere Eigenschaften als die die zu bearbeitenden Altstoffe, wird auch der Ausdruck „upcycling“ gebraucht, das Gegenteil davon wäre „downcyling“, also eine Minderung, wie sie beim Recyceln von Kunststoffen nicht auszuschließen ist.
Aufgabenstellung und ihre wirtschaftlichen und technischen Grenzen
„Nachhaltigkeit“ und „verlängerter Lebenszyklus“ sind andere zeitbedingte Ausdrücke für sparsamen Umgang mit wertvollen Rohstoffen. Hierfür ist ein optimiertes Produkt-Design, das Materialverbrauch und Lebenszyklus einbezieht, mit der stofflichen Wiedergewinnung gleichrangig.[63]
Am Beginn wirtschaftlicher Recyclingmetallurgie steht seit einem Jahrhundert das Sortieren so genannter Sammelschrotte, also metallurgisch gesehen nicht sortenreiner Materialien. Was mit angeeigneter Kenntnis beim Sortieren der Schrotte begonnen hat, wird heute durch die „sensorgestützte Sortierung“ perfektioniert.[64] Nicht übersehen werden darf allerdings, dass alle metallischen Rohstoffe, die in Endprodukte eingehen, erst nach Ablauf von deren Lebensdauer, die sich zudem im Gefolge moderner Techniken zunehmend verlängert, wieder für ein Recycling frei werden. Nur am Beispiel Aluminium aufgezeigt, heißt dies, dass derzeit lediglich knapp ein Viertel des Bedarfs über Recycling abgedeckt werden kann und diese Relation sich in naher Zukunft verschlechtern wird.[65]
Kupfer
Zwei Kriege und steigender technischer Fortschritt, dazu Bevölkerungswachstum in vielen Ländern und in deren Folge Knappheit an primärem Metall haben die sekundäre Erzeugung nicht nur mengenmäßig vorangetrieben, sie vielmehr der Primären qualitativ gleichwertig werden lassen. Besonders deutlich nicht nur bei Aluminium sondern auch bei Kupfer, das unbegrenzt recycelbar ist, gleich welcher Art die Altstoffe sind und welchen Kupferanteil sie aufweisen.
Aus einer „norddeutschen Kupferhütte“ ist eine beide Sparten betreibende Werksgruppe entstanden, deren Aufgabenbereiche verzahnt sind. Wo eine sortenreine Trennung der Kupferschrotte fehlt und sich ein einfaches Umschmelzen, also direktes Recycling verbietet, für das in 2011 nach Erweiterungen eine Jahreskapazität von 350.000 t genannt wird [66] , greift die Raffinerie mit ihren an der Erzverarbeitung orientierten Möglichkeiten ein. Es ist dann auch normal, dass man zur Wiedergewinnung von Reinkupfer die Begleitelemente der Schrotte mittels Sauerstoffzufuhr „verbläst“, sie also oxidiert.[67] Die entstandenen Oxide können, sofern wertvoll genug, ihrerseits durch Reduktion wieder zu reinen Metallen werden und in den metallurgischen Kreislauf zurückkehren.
Bei der elektrolytischen Kupferraffination fallen zusätzlich Anodenschlämme an, die noch Kupfer, Silber und Gold, auch Selen und Tellur enthalten, was mit „Edelmetallrückgewinnung“ bezeichnet wird.[68] Da diese Schlämme ein Kuppelprodukt darstellen, kann man ihre Aufarbeitung entweder dem primären Prozess, oder aber dem Recycling zuordnen.
Aluminium
Die Bedeutung gezielter Forschung nach Optimierung des Recyclings bei Aluminium ergibt sich allein schon daraus, dass im Jahr 2008 laut Angaben des Gesamtverbandes der deutschen Aluminiumindustrie (GDA) von insgesamt in Deutschland hergestellten 1,3 Millionen t Aluminium nur noch 43 % auf Primäraluminium entfielen und 750.900 t auf Recyclingaluminium, wobei beide Zahlen keineswegs die Inlandsproduktion widerspiegeln, sondern von erheblichen Einfuhren gestützt werden.[70] Andere Aluminiumerzeuger, insbesondere internationale, in der Primärerzeugung tätige Konzerne, betreiben seit Jahren die Primär- und Sekundärerzeugung parallel. Das heißt, sie gewinnen nicht nur Rohaluminium aus der Elektrolyse, sondern stellen auch „Sekundärlegierungen“ aus Rücklaufmaterial und sortierten Abfällen und Schrotten her und bauen dazu schrittweise ein eigenes Netz von Recycling-Hütten auf. Eine Schlüsselfunktion beim Recycling von Aluminium nehmen weltweit die Getränkedosen ein. In den USA kamen im Jahr 2009 deutlich mehr als die Hälfte der ausgegebenen Dosen zurück, angegeben werden 57,4 % oder annähernd 750.000 t Aluminium. Jedes weitere zurückgeführte Prozent entspricht ca. 15.000 t zusätzlichen Umschmelzaluminiums zu nur 5 % des für Neumetall erforderlichen Energieverbrauchs. (Die EU meldet für 2008 sogar einen auf 63 % gestiegenen Dosenrücklauf).
Eine die Verarbeitung von Dosenschrotten einschließende Aufgabe stellt sich unter dem Thema der Verarbeitung von Verbund- und organisch kontaminierten Schrotten. Die Entwicklung hin zu exothermen, Wärme erzeugenden Prozessen anstelle endothermer, Wärme verbrauchender würde die Energiebilanz erheblich verbessern.[71]
Die Sekundärlegierungen sind heute qualitativ in ihrer Mehrheit mit den primären vergleichbar, der auf ein Zwanzigstel verringerte Bedarf an Gewinnungsenergie ist ein Faktor, der unter dem Gesichtspunkt eines dem Klima dienlichen, reduzierten Energieverbrauchs weltweit Beachtung findet.[72].
Das Verhältnis der Verwendung von Primärmetall und recyceltem Metall wird sich vorerst noch weiter verschieben, da selbst mittelgroße Aluminiumgießereien ihren Produktionsabfall (vorwiegend Bearbeitungsspäne) nicht mehr in den Markt geben, sondern selbst umschmelzen.[73] Späneschmelzöfen mit innovativem Rührwerk und Seitenkanalpumpe ermöglichen auch in dieser Größenordnung wirtschaftliches Recyceln im eigenen Haus.[74] Dies gilt für die Verwertung prozessbedingt anfallenden Rücklaufmaterials, aber ebenso lassen sich Sammelschrotte, Abfälle und metallhaltige Krätzen im Drehtrommelofen eingeschmolzen, mit einem Zusatz von 50 % eines Salzgemischs aus Alkalichloriden und Flussspat, das als Flussmittel dient, wieder zu Sekundärmetall regenerieren. Hinsichtlich der anfallenden metallarmen, oxidhaltigen Salzschlacken war deren Deponierung ökologisch umstritten und auch wirtschaftlich unbefriedigend. Stand der Technik ist inzwischen ein nach Pressemitteilungen des Marktführers (ALSA) fast rückstandsfreies Vollrecyclingverfahren, dessen Bedeutung sich daraus ergibt, dass jede Tonne Sekundäraluminium zugleich den Anfall von 500 kg Salzschlacke bedingt. Der mit 450.000 Jahrestonnen weltgrößte Salzschlackeaufbereiter AGOR AG gibt den weltweiten, jährlichen Anfall an Salzschlacken mit 4,5 Millionen t an.[75]
In Umkehrung ursprünglich gegebener Verhältnisse können die zu „Recyclern“ gewordenen einstigen Umschmelzhütten heute nicht nur Sekundärlegierungen in den Markt bringen, sondern auch aus sortenreinen Knetlegierungsabfällen Walzbarren in einer der primären Erzeugung gleichen Qualität gießen. Mit zugekauftem, primärem Reinaluminium stellen sie sogar Legierungen her, die als „Primärlegierungen“ bezeichnet werden dürfen.
Stahl
In der Stahlerzeugung findet das Recycling von Schrotten heute überwiegend im Elektrolichtbogenofen statt, der seine Effizienz aus dem frischenden, also Sauerstoff abgebenden „Eisenoxidgehalt“ der Schrotte bezieht. Hier gilt die Aussage: „Je rostiger, desto besser!“ Der Anteil von Recyclingstahl an der Gesamtrohstahlerzeugung wird mit bereits 45 % angegeben. Ein Siemens-Verfahren verspricht Senkung des Stromverbrauchs und Verringerung des Kohlendioxidausstoßes durch Bildung und Nutzung einer automatisch gesteuerten Schaumschlackenbildung.[76] Die bei der Stahlerzeugung anfallenden Schlacken unterliegen allein schon wegen des Mengenanfalls von jeher wirtschaftlicher Betrachtung, wobei zwischen der Verwertung der entmetallisierten Schlacke und den Methoden der Entmetallisierung zu unterscheiden ist. Der trockenen Aufbereitung metallhaltiger Schlacken wird der Vorzug gegeben. Die nach Abtrennung aller metallischen Anteile verbleibenden Fraktionen finden verbreitet in der Baustoffindustrie Verwendung.[77]
Zink, Blei und weitere recycelbare Metalle
Rohzink wird sowohl aus oxidischen Lichtbogenofenstäuben, Endschlämmen aus hydrometallurgischer Verarbeitung, als auch jeder Art zinkhaltiger Sekundärmaterialien, wie verzinktem Schrott, zurückgewonnen. [78] Zinkschrotte mit dem Hauptbestandteil Zink können wieder zu einer Zinklegierung aufgearbeitet werden. Fällt verzinkter Eisenschrott an, wird dessen Zinküberzug durch Erhitzen bis jenseits der Verdampfungstemperatur des Zinks (907 °C) freigesetzt. Das verdampfte Zink wird wie beim trockenen Weg der Zinkgewinnung durch Abkühlung als Rohzink niedergeschlagen. Der Zinkdampf kann aber auch durch Einblasen von Sauerstoff zu Zinkoxid werden und dieses als „Zinkgrau“ und „Zinkweiß“ entweder zur Grundlage von Anstrichen (Malerfarben) dienen, oder im nassen Weg zu Zinksulfat gewandelt in die Elektrolyse gehen und diese als Feinzink verlassen.
Ein stetig wachsender Industriezweig ist die Wiederaufarbeitung von Bleiakkus, die in Automobilen als Starterbatterien Energielieferer und -speicher zugleich sind. „Altakkus“ fallen daher in großen Mengen an und müssen auf Grund internationaler Gesetzgebung im Lande und unter Beachtung zahlreicher Mensch und Umwelt schützender Auflagen dem Recyclingprozess unterzogen werden. Die anfallenden Mengen, die an Bedeutung bereits die Primärerzeugung übertreffen, [79] verlangen eine Vorbehandlung, die sie auflagenkonform von Säureresten und Ablagerungen befreit.[80] Qualitativ wird es dann zu Werkblei, kann aber durch Seigerungstechnik oder Elektrolyse weiter raffiniert und neu legiert werden. Über Bleiglätte (PbO) gelangt man zu den (giftigen) Farben basisches Bleicarbonat und Bleitetraoxid. Wichtig ist, dass der Stand der Technik die hundertprozentige Recyclierbarkeit aller Teile und Inhalte solcher Batterien sichert.[81]
Blei sowie Zink finden sich auch als Oxide in den die Flugstäube aufnehmenden Walzschlacken von Stahlwerken. Die Möglichkeit einer chlorierenden Entfernung des Bleianteils aus den Oxiden wird untersucht [82]
Komplexer als die Aufarbeitung von Kfz-Batterien und Gegenstand intensiver Forschung ist die Aufarbeitung von Computern jeder Größe, eingeschlossen die tragbaren Telefone sowie von Gerätebatterien mit Gehalten von Lithium, Nickel, Cadmium, Edelmetallen[83] und seltenen Erdmetallen. Je nach System haben Batterien einen Inhalt an Wertmetallen von 35–85 %.[84] Einer in der Fach- wie Wirtschaftspresse veröffentlichten Information zufolge wird die Entwicklung von Silber-Zink-Akkus vorangetrieben, da sie im Gegensatz zu Lithium-Ionen Batterien vollständig und zudem relativ leicht recycelbar seien.[85]
Gegenstand aktueller Forschung ist das bisher nur mit Einzelbezug erschlossene Gebiet der Aufarbeitung wertvoller Schrotte aus Refraktärmetallen mittels oxidierender Salzschmelzen, besonders von Wolfram aus dem Rücklauf von Wolframcarbid.[86]. Die progrediente Entwicklung bei Flachbildschirmen initiiert die Forschung bei der Rückgewinnung von Indium in Form eines Indiumzinnoxids [87]
Dies gilt auch für seit 1990 laufende, ständig verfeinerte, praxisnahe Untersuchungen zum "NE-Metallpotenzial in Rostaschen von Müllverbrennungsanlagen", es wird für 2009 auf wenigstens 85.000 Jato geschätzt.[88]
Ofentechnik
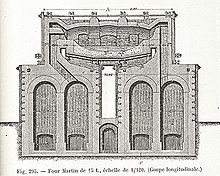 Siemens-Martin-Ofen von 1895
Siemens-Martin-Ofen von 1895Die Ofentechnik[89] dient zunächst der Erfüllung aller metallurgischen Aufgaben, die sich im Zuge der Verhüttung metallischer Ausgangsstoffe im Rahmen thermischer Prozesse ergeben. Es beginnt mit der Metallgewinnung aus Erzen. Sulfidische Erze, wie Pyrit (Schwefelkies) werden oxidierend behandelt (Röstarbeit). Oxidische Erze wie Hämatit werden durch Reduzieren und Desoxidieren erschmolzen. Dies geschieht durch entsprechende Zuschläge sowie reduzierende (luftunterschüssige) Flammen- oder Ofenführung. Dem folgt die Weiterverarbeitung der gewonnenen Metalle. Sie beginnt mit der Vereinheitlichung diskontinuierlich erbrachter Chargen im Mischer. Es schließen sich das Raffinieren und Legieren, das Vergießen (Warmhalte- oder Gießofen) und die Wärmebehandlung an, die je nach Legierung und Gießart vorzunehmende Nachbehandlung des Gusses. Letztere erfolgt mit Hilfe von Stoßöfen, Anlassöfen (Blockvorwärmung), Glühöfen (Entspannungsglühen, Warmauslagerung, Austenitisierung von Stahlguss) und Temperöfen (entkohlende Gussteilhärtung in Glühkohle).
Geschichtlich steht am Anfang dieser Entwicklung allein der offene Herd, der aus einem Gemenge von Erz und Brennstoff flüssiges Metall austreten lässt. Es folgt der geschlossene Herd mit natürlichem Zug oder mit höhere Temperaturen bringender Luftzufuhr mittels Blasebalg oder Blasrohr (dazu bildliche Darstellungen aus altägyptischer Zeit). Schon um 1500 v. Chr. wird aus dem ägyptischen Theben über große mit menschlicher Kraft bediente zweitaktige (Blasen – Saugen), lederne Blasebälge als Hilfe beim Schmelzen von Metall berichtet.
Es geht weiter mit dem frühgeschichtlichen Niederschachtofen, der sich mit immer besserer Gebläsewindzuführung zum Hochschachtofen (Hochofen) mit immer größer werdendem Gestelldurchmesser (11 m misst er beim 60 m hohen Ofen B der Salzgitter Flachstahl GmbH) und sich daraus ergebenden Beschickungsmengen von bis zu zehntausend Tonnen weiterentwickelt. Die Grenze der Wirtschaftlichkeit gilt damit indessen als erreicht und die Technik wendet sich wieder verstärkt dem Siemens-Martin-Ofen und den Elektroöfen zu, zumal sie die Möglichkeit bieten, Stahl nicht nur aus Roheisen, sondern auch aus Schrotten zu erzeugen. Sie regenerieren diese damit zugleich (siehe auch Recyclingmetallurgie) und benutzen zum „Frischen“, also der Verbrennung des Kohlenstoffs, den Sauerstoff aus den Rostanteilen des Schrotts (Rost als Fe2O3 enthält Sauerstoff und ersetzt insofern die Gebläseluft). Der Elektro-Niederschachtofen, als Lichtbogenofen ausgelegt, liefert aus Erz-Pellets und Kohlenstoff als reduzierender Zugabe Elektro-Roheisen im Direktreduktionsverfahren. Auch beim Recycling von Stahlschrott zu Rohstahl unter einer Schaumschlacke bewährt sich der Lichtbogenofen.[90]
Vom Hochschachtofen abgeleitet ist der Kupolofen (abgeleitet von lateinisch cupola, Kuppel) als Gießereischachtofen für die Herstellung von Eisenguss (Grauguss). Eine Seitenlinie stellt der brennstoffbeheizte Heißwind-Kupolofen dar, weil er als „kleiner Hochschachtofen“ die Bedürfnisse der Eisengießereien nach schnellem Wechsel unter den gerade zu verarbeitenden Gusseisensorten befriedigen kann. Mittels angegliederter ORC-Anlage (Organic Rankine Cycle) können die energiereichen Abgase des Ofens, u.a. zur Erzeugung von Strom, genutzt werden.[91]
Allen genannten Systemen – ob Herd, Nieder- oder Hochschachtofen – ist gemeinsam, dass Schmelzgut, Schlackenbildner (Kalkstein) und Brennstoff in direktem Kontakt stehen. Eine Weiterentwicklung führt zu Öfen, bei denen eine heiße Flamme, die oxidierend oder reduzierend eingestellt werden kann (Flammofen), über das brennstofffreie Schmelzgut streicht oder überhaupt keine Flamme mehr, sondern nur noch heiße Verbrennungsgase auf dieses einwirken. Andere Systeme nutzen von der Ofendecke abgestrahlte Wärme (auch durch in dieser eingelassene Heizwiderstände)[92] zum Erhitzen des Schmelzgutes („Deckenstrahlheizung“). Der Ofenraum ist in diesem Fall eine geschlossene, feststehende Wanne (Wannenofen) oder ein drehbarer Zylinder, der wegen seiner Form auch als Trommelofen bezeichnet wird, mit stirnseitiger Beschickungs- und Entnahmeöffnung. In einer verkürzten Form auch als Kurztrommelofen im Einsatz. Ein schon recht früh vollzogener Entwicklungsschritt war es, die heißen Verbrennungsgase, statt ins Freie, durch einen Rekuperator (Wärmeübertrager) zu leiten, der die Gebläseluft vorwärmt; beispielgebend sind die Cowper genannten Winderhitzer bei Hochöfen und der Siemens-Martin-Ofen mit Regenerativfeuerung System Martin. Die dort erstmals in technischem Maßstab eingeführte Vorwärmung der Verbrennungsluft durch die Abwärme gilt längst als Stand der Technik. Die Abgasverbrennung als zusätzliche Wärmequelle sowie die optimierte, wärmeerhaltende Isolierung der Schmelzwanne sind weitere Schritte zu verbesserter Effizienz der Öfen. Ein Ofenhersteller gibt bei gleichgebliebenem Energieeinsatz ein erzielbares Leistungsmehr von 20–30 % an.[93]
Die Darstellung der „Ofentechnik“ unterscheidet zwischen brennstoffbeheizten Öfen (Holz, Kohle/Koks, Öl, Gas) und elektrisch beheizten Öfen, wie den Widerstandsöfen mit Heizleiterelementen ausgerüstet, Induktionsöfen mit und ohne Rinne, mit Netz- (NF) oder Mittelfrequenz (MF) betrieben, oder Lichtbogenöfen (direkt oder indirekt erhitzend) mit Graphitelektrode. Das Fassungsvermögen der unterschiedlichen Systeme ist der Fertigungsaufgabe angepasst.
 Induktionsofen in einer Gießerei
Induktionsofen in einer GießereiVorgaben des Umweltschutzes begünstigen die elektrisch beheizten Öfen.[94] In modernen Elektroöfen wird die Schmelze entweder nur in einem bestimmten Ofenbereich – der „Rinne“ – induktiv erhitzt oder die Schmelze selbst wird zur Sekundärspule, die ebenfalls induktiv von einem außen liegenden, verbreitet niederfrequenten (NF) Primärstromkreis erhitzt wird. Induktionsöfen dieser Art sind als Schmelz-, Speicher- oder Warmhalteöfen einsetzbar. Bei der Stahlerzeugung gilt der mit Gleichstrom arbeitende Ofen inzwischen als letzter Stand der Technik. Die Entwicklung von Heizleiterlegierungen und Heizleitern aus Siliciumcarbid, auch Molybdändisulfid hat als dritte Variante elektrischer Beheizung die Entwicklung von den kleinen bis mittleren widerstandsbeheizten Tiegelöfen hin zu den Großraumöfen für Schmelzen und Warmhalten von Aluminium begünstigt, besonders auch beim Recycling einheitlichen und „sauberen“ Einsatzgutes.
Bei den brennstoffbeheizten Öfen wurde aus gleichen Gründen, nämlich bessere Brennstoffausnutzung und Verringerung der Abgasmengen, die Brennertechnik weiterentwickelt. Statt der zu drei Vierteln aus im Prozess nutzlosem Stickstoff bestehenden Luft wird dem Brenner entweder ausschließlich Sauerstoff zugeführt oder dieser zur Verbesserung der Ofenleistung zusätzlich in den Brenner eingespeist.
Für geringere Metallmengen (bis 750 kg) sind brennstoff- oder widerstandsbeheizte Tiegelöfen mit Deckel bei Herstellung von Formguss immer noch verbreitet im Einsatz. Heizelemente im Ofeninneren, durch keramische Umhüllung geschützte (Heiz-)Wendel, die in die Ofenwandungen eingesetzt den Schmelztiegel umgeben, liefern die zum Schmelzen und Warmhalten erforderliche Wärme.
In solchen Tiegelöfen sind über sehr lange Zeit als Schmelzgefäß ausschließlich handgefertigte, „hessische“ Tiegel eingesetzt worden, die ursprünglich sogar als dreiseitiges Prisma mit drei Ausgießöffnungen geformt waren, bis sie von solchen in Form eines Kegelstumpfes abgelöst wurden. Das Tiegelmaterial bestand aus Großalmeroder Ton im Gemenge mit Quarzsand. Damit war Feuerfestigkeit gewährleistet, doch war das sehr raue Innere der Tiegel wegen der dadurch bedingten Metallanhaftungen nachteilig. Mit einem Zusatz aus hochwertigem Hauzenberger Graphit wurde die Feuerfestigkeit nochmals verbessert, das Tiegelinnere geglättet und die immer graphithaltigen, historischen „Passauer Tiegel“ dadurch abgelöst, dass nun nur noch Großalmeroder Ton im Gemisch mit Graphit verwendet wurde. Um die Mitte des 20. Jahrhunderts erwiesen sich isostatisch gepresste Siliciumcarbidmassen als noch haltbarer und ersparten zudem die bisherige, „Plätschen“ genannte Handarbeit auf dem Drehteller.
Bei Magnesiumschmelzen gibt es eine Besonderheit: Wegen der oxidativen Reaktion mit Eisen sind nur geschlichtete, das heißt mit einem silikatischen Innenanstrich versehene Eisentiegel zugelassen.
Eine Besonderheit sind die aus Tonmasse hergestellten Retorten, in denen Zink gewonnen wird.
Den heutigen Stand der Technik geben die größeren Nichteisen-Metallgießereien vor. Die von ihnen benötigten Metallmengen in täglich zwei- bis dreistelliger Tonnenzahl werden von einer den Gieß- oder Schöpföfen vorgelagerten, eigenbetrieblichen Schmelz- oder Umschmelzeinheit als Flüssigmetall bereitgehalten und auf Abruf mittels Transportpfanne bei den von Hand oder automatisch bedienten Schöpf- und Warmhalteöfen angeliefert. So beschickt, müssen es nicht immer Tiegelöfen sein, auch tiegellose Systeme werden eingesetzt. Entscheidet sich ein Unternehmen im Hinblick auf anfallende Mengen für eine zentrale Schmelzanlage, kann es einen (Dreh-)Trommelofen wählen, einen Niederschachtofen mit Abschmelzbrücke und ausreichend großer Wanne oder einen Induktionsofen, der über eine bedarfsgerechte Stundenkapazität von Flüssigmetall verfügt (3 t sind beispielsweise für Aluminiumgießereien eine gängige Größe).
Bei den Herstellern von Legierungen wird, was die Öfen betrifft, zwischen den Primärerzeugern als solchen, die selbst Rohaluminium elektrolytisch gewinnen, und den Sekundärerzeugern, die Umschmelzhütten oder -werke genannt werden, kaum unterschieden (siehe dazu auch oben). Beide setzen Chargenunterschiede ausgleichende Mischer ein (mit bis zu 30 t Fassung), die notwendiges Raffinieren und Legieren zulassen. Anschließend wird das Flüssigmetall entweder an eine angeschlossene Gießhütte (cast-house) weitergegeben oder in schmelzflüssigem Zustand und somit energiesparend und damit eine unnötige Emission an Luftschadstoffen vermeidend mit Spezialfahrzeugen an Formgießereien geliefert. Eine zusätzliche Vereinfachung ergibt sich daraus, die Transportpfanne in der belieferten Gießerei unmittelbar als Gieß- oder Schöpfofen einzusetzen und sie nach ihrer Leerung gegen eine volle Pfanne zu tauschen. Eine eigene Schmelzanlage, die stets Umweltschutzvorgaben beachten muss, entfällt für den Betrieb damit weitgehend, die Energieersparnis ist im Umweltsinne recht beträchtlich, da das nach einer Zwischenerstarrung nötige Wiederaufschmelzen entfällt. Weitere Kostenersparnisse ergeben sich daraus, dass ein ausschließlich Flüssigmetall verarbeitender Betrieb auch nicht mehr die für Schmelzbetriebe geltenden Auflagen beachten muss.
Eine Besonderheit kennzeichnet die für das Recycling bestimmten Schmelzanlagen: Nach Sortierung und Aufbereitung, etwa durch Magnetscheider gilt es, den aus unterschiedlichen Quellen stammenden, entweder blanken, aber oft ölig verunreinigten, oder lackierten Schrott werterhaltend einzuschmelzen. Nach bisherigem Stand der Technik leitet man das Schmelzgut über eine dem Schmelzofen vorgeschaltete Abschmelzbrücke, auf der alles höher schmelzende, vornehmlich Eisenteile, liegen bleibt und vor einer Kontaminierung der Schmelze, etwa durch einen überhöhten Eisengehalt, entfernt werden kann. Neueste Verfahren sehen Mehrkammeröfen vor, die in einer Abschwelkammer alle organisch basierten, energiehaltigen Anhaftungen des Schrotts zu Schwelgasen werden lassen, deren Verbrennung zu der für das Einschmelzen nötigen Prozesswärme beiträgt.[95]
Die Schmelzen, auch solche aus Recycling-Material, unterliegen, die jeweils vorhandene Ofentechnik berücksichtigend, beim Umschmelzen einer Behandlung, vergleichbar der bei Primärerzeugung, wobei sich lediglich das Legieren in Anbetracht der bereits vorhandenen, erhaltungswürdigen Legierungselemente oft auf bloße Korrekturen beschränken kann (siehe auch „Recyclingmetallurgie“).
Bedeutung der Metallurgie als Wirtschaftszweig[96]
Da Metalle stets zum Zweck der Weiterverarbeitung gewonnen werden, auch wenn sie zeitweilig als Wertaufbewahrungsmittel galten und noch gelten (vor allem Gold), wächst die wirtschaftliche Bedeutung der Metallurgie mit zunehmender Entfernung von Ort und Art der Grundstoffe. Dies gilt sowohl hinsichtlich der Beschäftigtenzahlen in einem umfassend „Metallindustrie“ genannten Bereich, als auch für die Wertschöpfung, den sogenannten Veredelungseffekt.
Eine Gesamtdarstellung der Zusammenhänge übersteigt den hier gesetzten Rahmen, einige ausgesuchte Zahlen lassen es jedoch zu, die Metallurgie als überaus bedeutenden und keineswegs statisch verharrenden, sondern sich bedürfnisabhängig wandelnden Wirtschaftsfaktor zu erkennen.
Zu einer umfangreichen Datensammlung Stahl siehe Stahl/Tabellen und Grafiken. Für andere Metalle beachte man auch die bei Bedarf aktualisierten Fußnoten.
Wirtschaftliche Bedeutung der Metallurgie in ausgewählten Daten anhand der produzierten Mengen[97][98][99] Metall Weltjahresproduktion 2006
(in Mio. t)Bemerkungen DIW-Prognose 2015
(in Mio. t)Stahl 1242 Europäische Stahlproduktion 2007 ca. 210 Mio. t. 1366 t. Kupfer 15 Verbrauch BRD 1,7 Mio. t > 22 Zink 7 Verbrauch BRD 2000 724.000 t, bei 367.000 t Eigenerzeugung Blei 6–7 BRD 2000 395.000 t, davon 100.000 t aus Batterierecycling Zinn 0,25 Nickel 1,3 nach SUCDEN (UK) Uran 0,03 Platin 6,35 Mio. Unzen[100] Aluminium >20 41 Mio. t (evtl. Hüttenaluminium + Recycling) laut [101] 33 Magnesium 0,7 Unverkennbar ist, dass sich viele metallerzeugende und metallverarbeitende Prozesse zunehmend zur Automatisierung und zum Einsatz von Robotern anbieten. Das bedeutet, dass die Gesamtbeschäftigtenzahl nicht zugleich mit dem Wachstum der Produktion zunimmt, vielmehr stagnieren, tendenziell leicht zurückgehen kann. Die Arbeitsproduktivität hingegen steigt.
Die Rohstahlerzeugung der damals 25 EU-Staaten wird für 2006 mit 198 Mio. t angegeben, das sind 15,9 % der Weltproduktion von 1242 Mio. t. Der deutsche Anteil innerhalb der EU 25 beträgt 23,6 %, damit wird unter den stahlerzeugenden Ländern der Welt mit 46,7 Mio. t der 6. Rang erreicht. Größter deutscher Erzeuger ist Thyssen-Krupp mit 17 Mio. t und starken Interessen in Brasilien, wo Ende 2010 ein zweiter Hochofen für Rohstahlbrammen in Betrieb ging, die nach eigenen Werken in Alabama (USA) und Duisburg exportiert werden. Das europäische Wachstum auf längere Sicht wird bei nur 1 % p. a gesehen. Im Vergleich beziffert China die Stahlerzeugung für 2006 mit 410 Mio. t, ca. 40 % der Weltproduktion. Als Wachstumsrate wird 8 % genannt.[102]
Zur Stahlerzeugung und -verwendung in der BRD geben Zahlen aus 2007 Auskunft. Es wurden: 31,07 Mio. t Roheisen produziert, unter Hinzunahme des Schrotteinsatzes 48,55 Mio. t Rohstahl. Davon wurden 45,5 Mio. t zu Strangguss für die Warmverwalzung zu Flach- und Langstählen, darin eingeschlossen 14,6 Mio. t Edelstahl. Die Wirtschaftskrise 2008/2009 bringt einen deutlichen Rückgang,[103] Für 2010 erwartet die deutsche Stahlindustrie einen Wiederanstieg der Rohstahlerzeugung auf 45 Mio. t (Wirtschaftnotiz in FAZ Nr. 198 vom 27. August 2010, S.13).
Weiterhin verfügbar sind Zahlen zur Weltgussproduktion (nur Formguss), die für 2009 in allen ihren Sparten mit 80,3 Mio. t angegeben wird. Die deutschen Eisen-, Stahl- und Tempergießereien meldeten für das Gesamtjahr 2006, dass in 265 Betrieben mit 44.000 Beschäftigten 4,5 Mio. t Guss mit einem Produktionswert von 7,2 Milliarden € erzeugt wurden. Die Zahlen für 2009 [104] nennen für Deutschland eine Verringerung auf 3.18 Mio. t an Grau-,Sphäro- und Stahlguss sowie 690.000 t NE-Metallguss (zum Vergleich: Für China wird eine Steigerung auf 30,5 Mio. t und 4,2 Mio. t angegeben). Bei Aluminium ist Deutschland als Primärerzeuger von im Jahr 2008 noch 330.000 t p. a. aufgrund der hohen Energiekosten weiter zurückgefallen. Die größte deutsche Primärhütte mit einer Kapazität von 230.000 jato wurde wegen zu hoher Energiekosten auf 50.000 zurückgefahren und ist von völliger Schließung bedroht.[105] Für 2005 wurden noch je 700.000 t als Hüttenmetall und eine ziemlich gleiche Menge aus Recycling gemeldet. Als Verbrauch 2006 werden ungefähr 2,8 Mio. t genannt. Mehr als 2 Mio. t werden zu Halbzeug. Für Formguss aus Aluminium nannte der GDM e. V., Düsseldorf/Gesamtverband deutscher Metallgießereien e. V. als vorläufige Zahl für das Jahr 2007 828.000 t.[106]. Laut „44th census of world casting production“ ist Deutschland vom 5. auf den 6. Platz der Weltrangliste zurückgefallen, sehr deutlich bei Aluminium auf nur noch 540.444 t. Der die Eigenerzeugung weit überschreitende Bedarf wird durch Import und eine weiterhin hohe Recyclingquote gedeckt.[107]
Besonders bei den Nichteisen-Metallen wird von den zuständigen Verbänden vor „den ökonomischen Folgen forcierter Klimapolitik und einem Bruch der Wertschöpfungskette der Metallindustrie aus Mangel an primären und sekundären Vorstoffen“ gewarnt. Einige Zahlen zum Vergleich: Die USA erzeugten 2005 2,5 Mio. t Hüttenaluminium, Russland 3,65 Mio. t, China 7,2 Mio. t (2006 bereits 7,8 Mio. t). Alle anderen Erzeugerländer (Deutschland eingeschlossen) brachten es auf 8,3 Mio. t. Der bedeutende Aluminiumerzeuger Norsk Hydro sieht für Europa immerhin einen jährlichen Produktionszuwachs von 2 % voraus.[108] Die Weltproduktion zeigt weiter steigende Tendenz. London Metal Exchange (LME) erklärt dazu, dass die Bauxitvorräte der Welt bis weit in das 21. Jahrhundert reichen. Ein Report über die globalen Kapazitäten zur Herstellung von Tonerde, was nicht gleich der tatsächlichen Erzeugung ist, kommt für das Jahr 2007/2008 zu einem Total von 95 Mio. t.[109]
Der progressiv zunehmende Bedarf an „seltenen Erden“, die korrekter als „seltene Erdmetalle“ bezeichnet werden, hat diese seit 2007 zu einem Wirtschaftsfaktor in Schlüsselposition werden lassen. Im periodischen System bilden sie die lange wenig beachtete Gruppe der Lanthaniden (Lanthan). Seit 2000 sind sie zunehmend für moderne Kommunikationstechniken, Beleuchtung und Elektromobilität unverzichtbar.[110] Bei einigen Elementen, hervorzuheben sind hier Lanthan und Europium, hat die starke Nachfrage bereits zur Vervielfachung der Marktpreise geführt[111]. Die Besorgnis der verbrauchenden Industrien gilt besonders der weiterhin als monopolartig eingeschätzten Stellung Chinas und einiger anderer Länder als Lieferer. Etwas entspannt wird die Lage durch Aussagen australischer Stellen, die auf große Vorkommen des Kontinents verweisen und zumindest Japan die Lieferung seines Bedarfs zusagen. Der Weltbedarf im Jahr 2014 wird von Australien auf 190.000 t geschätzt und mit 20.000 t unterdeckt sein, obwohl China 114.000 t und Australien nur mit der Erschließung der Mount-Weld-Mine 22.000 t in den Markt bringen werden. Auch Kanada will bis zu 5000 t jährlich gewinnen.[112]
Im Bereich Kupfer erzeugte Deutschlands größte Kupferhütte 2005/2006 mit 3200 Beschäftigten 551.000 t Kathodenkupfer, 423.000 t Kupferdraht, 450.000 t Halbzeug und weitere 67.000 t bei verbundenen Betrieben. Als Nebenprodukte der auf gesicherte Energiezufuhr (Raffination) angewiesenen Hütte wurden im Berichtsjahr noch 985 t Silber und 35 t Gold gewonnen.
Dem ist gegenüberstellen, dass in der Mongolei, mit 2,5 Millionen Einwohnern auf der vierfachen Fläche Deutschlands, eine einzige Mine unweit von Ulan Bator eine Jahreskapazität von 440.000 t Kupfer und 320.000 Unzen Gold haben könnte.[113]
Ende 2006 meldet die deutsche Nicht-Eisen-Metallindustrie über 110.000 Beschäftigte in 632 Verbandsunternehmen, die einen Gesamtumsatz von 44 Milliarden € erzielten. Bei einem deutschen Bruttoinlandsprodukt von mehr als 2 Billionen € sind die genannten Zahlen ansehnlich, dennoch könnten sie zu einer Unterbewertung der ökonomischen Bedeutung der Metallurgie (Metallindustrie) führen. Einige Zahlen aus Österreich scheinen wirklichkeitsnahe: Bei Zusammenfassung der Produktionswerte von Metallgewinnung und -erzeugung, von Maschinenbau, Kraftfahrzeugbau und Fertigung von Metallerzeugnissen erreichte die österreichische Metallindustrie 2006 einen Anteil von 42 % an der Sachgütererzeugung des Landes. Ein ähnlicher Wert kann für Deutschland zutreffen.
Unterstützende Wissenschaften und Techniken
Die neuzeitliche Metallurgie wäre ohne Chemie nicht denkbar, im Gegensatz zu den historischen Anfängen, bei denen oft nach der Methode „Versuch und Irrtum“ vorgegangen wurde. Nicht nur dem Einsatz von Chemikern wie de Lavoisier, Wöhler oder Berzelius ist es zu verdanken, dass sich die Metallurgie zur Wissenschaft entwickeln konnte. Zu Hilfe kam ihnen die analytische Chemie mit ihren seit Beginn des 19. Jahrhunderts immer präziseren Methoden. Lange noch arbeiteten die Laboratorien mit den Methoden der arbeitsintensiven und zeitraubenden Nassanalyse (lösen, elektrolysieren oder ausfällen, filtrieren, trocknen, wiegen), bis diese um die Mitte des 20. Jahrhunderts durch Spektrometrie, Flammenphotometrie und Prozess- Gaschromatographie abgelöst wurde, moderne analytische Verfahren die der praktizierten Metallurgie eine schnelle Bewertung des Einsatzgutes wie auch der Ausbringung ermöglichen. Die Ergebnisse der Analytik zusammen mit durch die Metallkunde physikalisch determinierten Eigenschaften der Metalle und ihrer Legierungen als Knet- und Gusswerkstoffe werden zum Ausgangspunkt weiterer Hilfswissenschaften, unter denen Materialkunde und Lagerstättenkunde hervorzuheben sind.
Die Spektrometrie stützt besonders die Sekundärmetallurgie. Binnen weniger Sekunden wird die Zusammensetzung einer Flüssigmetallprobe angezeigt und dies für bis zu 25 Elemente. Damit werden sogenannte Störelemente, wie etwa Wismut in Messing, Phosphor in Eisen oder Antimon in Aluminium nachgewiesen, selbst im niederen ppm-Bereich. Nichteisen-Metallschrott kann mit handgeführten Geräten (Funkenemissionsspektrometer) abgetastet und vorsortiert werden.
Was die Wichtigkeit metallurgischer Forschung betrifft, besonders die Umsetzung von Ergebnissen in die Praxis, ist die Eisenmetallurgie in vielem federführend, sowohl für die Primärerzeugung und das Recycling, als auch für das sehr innovationsfreudige Gießereiwesen. Die Gießereiforschung als eigenständige, wissenschaftliche Betätigung nützt allen Gießereien.
Die Bereitstellung von Schmelze „just in time“ und damit verbunden die Automatisierung von Schmelzprozessen, die „Roboterisierung“ von Gießvorgängen, sind sämtlich ohne steuernde Elektronik nicht denkbar, weshalb ihr der Rang einer Hilfswissenschaft der Metallurgie zukommt.
Mit speziellem Bezug auf das Gießereiwesen verdienen Formherstellung, Schmelzebehandlung durch Wegnahme unerwünschter und Hinzufügung erwünschter Eigenschaften sowie die Beeinflussung der Erstarrung der Schmelzen in der Gießform, die Bezeichnung Hilfswissenschaft.[114] Weiteres Beispiel die Modellbautechnik mittels erodierender, fräsender sowie als CNC-Technik bezeichneter Verfahren, die es möglich machen, von der Zeichnung direkt zu ausgefrästen oder schichtenweise pulvermetallurgisch aufgespritzten Modellen oder bereits abgießbaren Formen für Prototypen zu gelangen, die dann besonders für Kleinserien vorteilhaft sind. Die auf diese Weise mit geringem Zeitaufwand zu gewinnenden Erkenntnisse verkürzen die Spanne von der Zeichnung bis zur Herstellung der endgültigen Dauerform und dem Anlaufen der Großserie.
Für im Druckgießverfahren in Dauerformen hergestellte Teile aus Nicht-Eisen-Legierungen hat sich eine weitere Hilfsindustrie entwickelt: Man benötigt in ihren Festigkeitseigenschaften optimierte Werkzeugstähle, die eine im fünfstelligen Bereich liegende Zahl von Abgüssen ermöglichen. Die Formen sind im Prozessablauf nicht nur dem unmittelbaren Angriff des zugeführten flüssigen Metalls ausgesetzt, sondern erfahren über die Erstarrungsphase hinweg bis zur Entnahme des Teils einen taktbestimmtem Temperaturwechsel von bis zu 500 °C. Speziell entwickelte „Dauerformschlichten“ sind Erzeugnisse, die mit moderner, automatisierter Sprühtechnik als feiner Überzug aufgetragen werden und die Formen schützen. Je nach Zusammensetzung beeinflussen sie auch den Verlauf der Erstarrung. Grundprinzip jeder Dauerformschlichtung ist es, dass schwarze Schlichten Wärme abführen, damit eine schnelle Erstarrung und feinkristallines Gefüge bewirken. Eine weiße Schlichtung wirkt isolierend, verzögert die Erstarrung, begünstigt die Nachspeisung, führt zu höherer Dichtigkeit, aber auch gröberer Kristallisation.
Eine besondere Technik verlangt die Formherstellung für Feinguss. Die Gussmodelle werden hierzu aus Wachs oder Kunststoff hergestellt, mit einer keramischen Schale ummantelt. Das Modell wird in einem zweiten Schritt ausgeschmolzen oder ausgebrannt und danach der verbliebene, modellgetreue Hohlraum abgegossen. Für Legierungen mit niedrigem Schmelzpunkt (Zinn) werden Dauerformen mit temperaturresistentem und formgebend aufgetragenem Chlorkautschuk hergestellt, eine Methode, mit der feinste Details der Vorlage wiedergegeben werden können.
Sehr große Fortschritte gibt es bei der Herstellung von Formen für Sandguss, die heute für Serienfertigung, speziell im Motorenbau, nur noch in vollautomatisch arbeitenden Anlagen erfolgt. Bei den hier benötigten Formstoffbindemitteln war das Kunstharz verwendende Croning-Verfahren vor 50 Jahren ein Schrittmacher, heute setzen die Gießereien als Bindemittel für Formen und Kerne zwar immer noch spezielle Kunstharze ein, geben aber zunehmend umweltfreundlicheren Bindersystemen den Vorzug, beispielsweise solchen auf Wasserglasbasis. Auch dies ist dem gießereitechnischen Sektor der Metallurgie zuzuordnen.
Zu den meistgenutzten Helfern auf dem breit gefächerten Feld der Metallurgie zählen noch – in Ergänzung der Analytik – die verschiedenen Prüfverfahren. Ursprünglich waren diese rein mechanischer Art. Eines der ältesten Verfahren ist die hierbei die Dehnungsprüfung an genormten Probestäben, so genannten Zerreißstäben. Daneben wurden Kerbschlagwiderstand und Brinallhärte geprüft.
Die thermische Analyse (TA) zeigt Gefügezustand und die Auswirkung gefügebeeinflussender Elemente. Bei Aluminium-Silicium-Legierungen sind dies Natrium, Strontium, Phosphor, Antimon.
Hoch beanspruchte Gussteile werden heute zunehmend zerstörungsfrei mit Hilfe elektronischer Methoden – medizinische Techniken übernehmend – vor der Auslieferung an die Abnehmer mittels Röntgen oder in dessen Erweiterung mittels Computertomographie (CT) zwei- wie auch dreidimensional überprüft.[115]. Hierunter fällt auch InlineCT (Scannen) [116] Auch mittels Sonographie und MRT (Magnetresonanz) werden Gussteile kontrolliert. Lineare Ultraschall-Fehlerprüfgeräte mit „Phased-Array-Technik,“ stationär oder tragbar, können beispielsweise jährlich 100.000 t Rundbarren aus Aluminium mit Durchmessern von 130 mm bis 310 mm auf Homogenität prüfen, aber auch Gussstücke auf Fehler, wie Einschlüsse, Poren, Lunker, sogar nicht exakte Schweißnähte.[117]. Werkstoffprüfung und das Spezialgebiet der "Schadensanalyse an metallischen Bauteilen"[118] greifen hier ineinander.
Alle genannten Gebiete umschließt die Tätigkeit der Deutschen Gesellschaft für Materialkunde e. V. (DGM), die mit universitären Fachbereichen – wie der für weiterführende Erkenntnisse unverzichtbaren Metallkunde – und Fachverbänden (Verband der Eisenhüttenleute, Verband der Gießereifachleute (VDG), Gesellschaft der Eisenhütten- und Bergleute (GDMB) sowie dem Deutschen Kupfer-Institut (DKI) Forschung, Fortbildung und Praxis zusammenführt.
Metallurgie und Umweltschutz
Obwohl ohne die moderne Analytik nicht denkbar, muss der Umweltschutz mit seinen Forderungen besonders hervorgehoben werden, denn im umweltbewussten 21. Jahrhundert sind beide die Stellung und Lösung des Problems zugleich. Lange fanden sich die Betriebe damit ab, dass metallurgische Tätigkeit in einem gewissen Ausmaß umweltbelastend sein kann und im wörtlichen wie übertragenen Sinne von der Mehrheit als „heiß und schmutzig“ angesehen wird.
Die Analytik hat daher über das hinaus, was metallurgisch von ihr verlangt wird, wichtige zusätzliche Aufgaben zu erfüllen, denn nur sie erlaubt die qualitative und quantitative Bestimmung der an faktisch alle metallurgischen Prozesse gebundenen Emissionen bis in den Nano- und Pico-Bereich. Damit bietet sie die Möglichkeit, sei es primär durch verfahrenstechnische Verbesserungen oder diesen nachgeschaltet, mit Hilfe eines sich nur der Emissionsbegrenzung widmenden neuen Industriezweiges Lufttechnik den Forderungen nach Abgasverringerung und Luftreinhaltung zu entsprechen.
Nicht nur die Luft, auch das Abwasser metallurgischer Anlagen muß sich einer Behandlung unterziehen, die alle schädlichen Stoffe eliminiert. Primärbleihütten müssen dies wegen der Schadstoffe Blei und prozeßbedingter Sulfate besonders beachten. [119]
Solange keine der ökonomischen Bedeutung der Metallurgie – als wichtige, mitbestimmende Grundlage unserer Lebensumstände – angemessene, sichere Energieversorgung zur Verfügung steht, das Angebot an Energie sich entgegen dem Bedarf verringert und verteuert und die vielfältige metallurgische Leistung bei der Erstellung eines Kernkraftwerks (Atomkraftwerks) nicht mehr anerkannt wird, bleibt lediglich die Steigerung der Effizienz bei den herkömmlichen thermischen Energien als Zwischenlösung. Dies erfolgt im Zuge fortwährender Entwicklung durch Erhöhung des Nutzungsgrades der eingesetzten Brennstoffe, gleich ob in großen Heizkraftwerken, oder individuell betriebenen Anlagen und fallweise sogar unter Nutzung bei chemischen Reaktionen anfallender Prozesswärme (exothermer Prozessablauf). Für die Industrie bedeutet das eine prozessgerecht automatisierte Steuerung der Brenner, die maximale Nutzung zugeführter Heizenergie (Regenerativfeuerung) und nicht zuletzt die Reduzierung von Wärmeverlusten durch verbesserte Isolation, ferner die Nutzung der Abwärme von Großanlagen (Fernheizung). Vieles ist bereits verwirklicht oder geht der Verwirklichung entgegen. Rostrote Kaminabgase (NOX-Verbindungen), wie sie bei chemischen Prozessen entstehen können, sind Vergangenheit.
Beim Recycling von Kunststoffen („Plastik“) oder kunststoffbeschichtetem Metall (Aluminiumdosen) können alle organischen Anteile in einem pyrolytischen Verfahren erfasst werden. In ihrer Gasphase dienen sie entweder als direkt zuführbarer Energieträger (Brennstoff) oder sie werden mittels fraktionierter Destillation zur Wiederverwendung getrennt und je nach Beschaffenheit als wertvolle Rohstoffe in Produktionskreisläufe zurückgeführt
Soweit solche Verfahren aus betrieblich (noch) gegebenen Umständen nicht in Frage kommen, werden jedenfalls zwei Bereiche heute durchgehend erfasst: Gasförmige und staubförmige Emissionen. Gasförmige durchlaufen zumindest eine abbindende, neutralisierende, zumeist alkalisierende Nasswäsche (Venturiwäscher, oder ein ihm verwandtes System, beispielsweise die „Ringspaltwaschanlage“ bei Chloride und Phosphide enthaltenden Abgasen in Aluminiumgießereien), die nicht durch bloße Abkühlung niedergeschlagen werden können (siehe Hüttenrauch). Die ausgefällten oder ausgefilterten Rückstände werden verwertet oder geordnet entsorgt.
Metallurgische Stäube können in Gewebefiltern nur kalt gesammelt werden, was in der Praxis die Vorschaltung eines Kühlers bedingt. Heiße Stäube (Kupolofenentstaubung, Lichtbogenentstaubung) werden trocken durch Elektrofilter erfasst oder mittels vorgeschalteter Nassabscheidung in Abluftreinigungsanlagen behandelt, die mit Durchsatzmengen von 100.000 m³ pro Stunde heute keine Einzelfälle mehr sind. Das getrocknete Filtrat unterliegt einer gesetzlich bestimmten Verwertungspflicht, die aber häufig, die Vorkosten verringernd, an der Anfallstelle erfolgen kann. Ein Beispiel sind aus den Abgasen von Kupolöfen herausgefilterte metallische Stäube, die durch Injektion in die Schmelzen zurückgeführt werden können.
Nicht weniger wichtig ist die Verwertung entsprechend aufbereiteter, durch besondere Behandlung weitgehend entmetallisierter, metallurgischer Krätzen. Es ist nicht zutreffend, sie als Abfallprodukte bei der Produktion von Metallschmelzen zu werten, ebenso wie Schlacken. Alle unterliegen der REACH-Verordnung. Je nach Zusammensetzung können sie indessen zu erneutem Einsatz als Oxidationsschutz (Abdeckung) in Schmelzöfen oder auch als „Füller“, sogar als Belag („Pflaster“) im Straßenbau geeignet sein. Präzise Analytik ist auch hier die Voraussetzung, solche „Abfälle“ richtig einzuordnen und über ihre Verwertbarkeit zu entscheiden.
Noch auf einem weiteren Gebiet treffen sich Metallurgie und Umweltschutz. Bekannt ist die Sanierung der in der DDR durch den Uranabbau für die Sowjetunion entstandenen Umweltschäden (Halden, Schlammteiche). Unter Tage müssen die aufgelassenen Stollen gesichert werden, sei es durch Verfüllen oder Vermauern. Wenn es keine Umweltgefahren mit sich bringt, können Abraum- und Schlackenhalden auch begrünt werden und landschaftsgestaltend wirken. Im Braunkohletagebau ist Rekultivierung nach Auskohlung verbreiteter Standard, in Ostdeutschland wird es seit 1990 nachgeholt. Die Rekultivierung – und damit gleichzeitig ein Schutz vor Auslaugung mit der Folge einer Kaliüberfrachtung von Gewässern – wird auch bei den in Hessen und Thüringen besonders auffallenden Halden aus dem Abbau von kali- und magnesiumhaltigen Salzen mit erheblichem Aufwand versucht. An anderen Stellen ist die Natur in der Lage, selbst die „Wunden zu heilen“. Im Eisenerzabbau wurde bis ins 20. Jahrhundert manche ausgebeutete Grube sich selbst überlassen und nur die das inzwischen längst wieder bewaldete Gelände hügelig verformenden Pingen (Grubeneinbrüche) bezeugen die ehemalige Erzgewinnung.
Namhafte Metallurgen
 Georgius Agricola: „de re metallica libri XII“
Georgius Agricola: „de re metallica libri XII“ Georgius Agricola
Georgius AgricolaNach nur wenigen historischen Vorläufern wurde die Metallurgie vor allem in den letzten 200 Jahren von mehreren namhaften Wissenschaftlern entscheidend weitergebracht. Dazu gehören vor allem:
Historisch
- Gaius Plinius Secundus (ca. 23–79 n. Chr.): „Naturalis historia“
- Georgius Agricola (1494–1555): „de re metallica“
Eisenbezogen
- Adolf Ledebur (1837–1906): „Handbuch der Eisenhüttenkunde“
- Wilhelm Borchers (1856–1925): „Elektrometallurgie“
- Eugen Piwowarsky (1891–1953): „Der Eisen- und Stahlguß“; „hochwertiges Gußeisen“
- Henry Bessemer (1813–1898): Erfinder des Blasstahlverfahrens (Bessemer-Birne, sauer)
- Sidney Thomas (1850–1885), Percy Gilchrist (1851–1935): Thomasbirne, basisch
- Pierre-Émile Martin (1824–1915): Regenerativheizung (Siemens-Martin-Stahl)
Nichteisenmetalle
- Hans Christian Oersted (1777–1851), Friedrich Wöhler (1800–1882), Robert Bunsen (1811–1899), Henry Saint-Claire Deville (1818–1881): Aluminiumdarstellung
- Charles Martin Hall (1863–1914), Paul Héroult (1863–1914): Schmelzflusselektrolyse des Aluminiums
- Alfred Wilm (1869–1937), Aladár Pácz (1882–1938): Entwicklung von Aluminiumlegierungen
- Gustav Pistor: Direktor der Elektronwerk GmbH, Frankfurt-Griesheim, Förderer und Entwickler von Magnesiummetall und seinen Legierungen für industrielle Zwecke
- Wilhelm Borchers (1856–1925): Kupfer
Lehrer und Forscher
- Bernhard Osann (1862–1940): Eisenhüttenkunde
- Alfred von Zeerleder (1890–1976): Technologie der Leichtmetalle
- Eugen Piwowarsky (1891–1953): legiertes Gusseisen
- Wilhelm Borchers (1856–1925): Elektrometallurgie
- Karl Karsten (1782–1853): Hüttenwesen
- Eduard Maurer (1886–1969): Eisenhüttenkunde, Erfinder des „V2A“ und „V4A“ Stahles
- Joachim Krüger (* 1933): Nichteisenmetallurgie
Herangezogene Literatur
Lexika
- Meyers Konversations-Lexikon. 5. Auflage. Bibliographisches Institut, Leipzig und Wien 1897.
- Josef Bersch (Hrsg.): Lexikon der Metalltechnik. A. Hartlebens Verlag, Wien 1899. (Handbuch für alle Gewerbetreibende und Künstler auf metallurgischem Gebiete)
- Wissenschaftlicher Rat der Dudenredaktion (Herausgeber), Günther Drosdowski und andere (Bearb.): Der Große Duden in 10 Bänden; Bd. 7: Duden Etymologie. Herkunftswörterbuch der deutschen Sprache. Nachdruck der Ausg. von 1963, bearb. von: Paul Grebe, Bibliographisches Institut/Dudenredaktion, Mannheim 1974, ISBN 3-411-00907-1. (In Fortführung der „Etymologie der neuhochdeutschen Sprache“ von Konrad Duden)
- Der neue Brockhaus: Lexikon und Wörterbuch in 5 Bd. und einem Atlas. 5., völlig neubearb. Auflage. Brockhaus Verlag, Wiesbaden 1975, ISBN 3-7653-0025-X.
- Johannes Klein (Bearb.): Herder-Lexikon: Geologie und Mineralogie. 5. Auflage. Herder Verlag, Freiburg im Breisgau 1980, ISBN 3-451-16452-3. (mehrteiliges Werk)
- Jürgen Falbe, Manfred Regitz (Hrsg.): Römpp-Chemie-Lexikon. 9., erw. und neubearb. Auflage. Georg Thieme Verlag, Stuttgart 1995–1995, ISBN 3-13-102759-2. (mehrteiliges Werk, insgesamt 6 Bd.)
- Ernst Brunhuber, Stephan Hasse: Gießerei-Lexikon. 17., vollst. neu bearb. Auflage. Schiele & Schön Verlag, Berlin 1997, ISBN 3-7949-0606-3.
- Hermann Kinder, Werner Hilgemann: dtv-Atlas zur Weltgeschichte. Von den Anfängen bis zur Gegenwart. Orig.-Ausg., dtv, München 2000, ISBN 3-423-03000-3. (Sonderausgabe des im dtv in zwei Bänden 1964 und 1966 erstmals erschienenen dtv-Atlas Weltgeschichte)
- Ekkehard Aner: Großer Atlas zur Weltgeschichte. 2. Auflage. Erw. Ausg. des Standardwerks von 1956, Westermann Verlag, Braunschweig 2001, ISBN 3-07-509520-6.
- Microsoft Encarta Enzyklopädie Professional 2003 auf DVD..(Elektronische, multimediale Enzyklopädie; siehe auch: Microsoft Encarta)
Fachliteratur
- Hermann Ost: Lehrbuch der chemischen Technologie. 21., von B. Rassow bearbeitete Auflage, Jänecke Verlag, Leipzig 1939. (Kapitel „Metallurgie“)
- Alfred von Zeerleder: Über Technologie der Leichtmetalle. 2. Auflage. Verlag des Akademischen Maschinen-Ingenieur-Vereins an der E. T. H. Zürich 1951.
- Hans Schmidt: Das Gießereiwesen in gemeinfasslicher Darstellung. 3., umgearb. u. erw. Aufl. Gießerei-Verlag, Düsseldorf 1953.
- Hans Riedelbauch: Partie- und Chargenfertigung in betriebswirtschaftlicher Sicht. In: ZfhF – Zeitschrift für handelswissenschaftliche Forschung. Westdeutscher Verlag, Köln u. a., Heft 9, 1959, S. 532–553.
- Ernst Brunhuber: Schmelz- und Legierungstechnik von Kupferwerkstoffen. 2., neubearb. Aufl. Schiele & Schön Verlag, Berlin 1968.
- Guss aus Kupfer und Kupferlegierungen, Technische Richtlinien. Herausgeber u. a. Deutsches Kupfer-Institut, Düsseldorf/Berlin 1982, keine ISDN.
- Mervin T. Rowley (Hrsg.): Guss aus Kupferlegierungen. Schiele & Schön Verlag, Berlin 1986, ISBN 3-7949-0444-3. (dt. Übersetzung; engl. Originaltitel: Casting copper base alloys)
- DKI-Workshop. Deutsches Kupfer-Institut, Berlin. (Schriftenreihe; Tagungsbände – unter anderem 1993, 1995)
- Arnold Frederik Holleman, Egon Wiberg: Lehrbuch der anorganischen Chemie/Holleman-Wiberg. 102., verb. und stark erw. Auflage. Verlag Walter de Gruyter & Co., Berlin u. a. 2007, ISBN 3-11-017770-6.
Sonstige Quellen
- Verein Deutscher Gießereifachleute (Herausgeber). Gießerei-Kalender. Gießerei-Verlag, Düsseldorf 1971 u. Folgejahre, ISSN 0340-8175. (erscheint jährlich; ab 1999 unter dem Titel Giesserei-Jahrbuch)
- Fachzeitschriftenjahrgänge: Aluminium, Gießerei, Erzmetall/World of Metallurgy, Giesserei-Rundschau
- Sol & Luna. Degussa-Eigenverlag, 1973.
- G. Ludwig, G. Wermusch: Silber: aus der Geschichte eines Edelmetalls. Verlag die Wirtschaft, Berlin 1988, ISBN 3-349-00387-7.
- Auf den Spuren der Antike. H. Schliemanns Berichte, Verlag der Nation, Berlin 1974.
- Stahl-Informationszentrum, Düsseldorf (Hrsg.): Faszination Stahl. Heft 13, 2007.
- Google Web-Alerts für: „Weltproduktion an Metallen“. (unregelmäßig erscheinende Berichte)
- Hans-Gert Bachmann: Frühe Metallurgie im Nahen und Mittleren Osten, Chemie in unserer Zeit, 17. Jahrg. 1983, Nr. 4, S. 120-128, ISSN 0009-2851
Weiterführende Literatur
- F. Oeters: Metallurgie der Stahlherstellung. Berlin 1989.
- Arnold Fr. Holleman, Nils Wiberg, Egon Wiberg: Lehrbuch der anorganischen Chemie. Walter de Gruyter & Co, Berlin u. a. 2007, ISBN 3-11-017770-6.
- Eugen Piwowarsky: Hochwertiges Gusseisen. Berlin 1951/1961.
- Endbericht Nachhaltige Metallwirtschaft NMW. (Erörterungen, Zahlen, Tabellen am Beispiel Hamburg)
- V. Tafel: Lehrbuch der Metallhüttenkunde. Bände I – III, S. Hirzel, Leipzig.
- Heinz Wübbenhorst: 5000 Jahre Gießen von Metallen. Gießerei-Verlag, Düsseldorf 1984, ISBN 3-87260-060-5.
- Silber, aus der Geschichte eines Edelmetalls, siehe Abschnitt „Sonstige Quellen“
- Stahl – vom Eisenerz zum Hightech-Produkt. DVD über www.stahl-info.de
- NE-Metall-Recycling-Grundlagen und Aktuelle Entwicklungen. Schriftenreihe der GDMB, Heft 115, ISBN 978-3-940276-11-7.
- Stefan Luidold, Helmut Antrekowitsch: Lithium - Rohstoffgewinnung, Anwendung und Recycling. In: Erzmetall. 63 Nr. 2, 2010, S. 68 (Abdruck eines Vortrags, gehalten anlässlich des 44. Metallurgischen Seminars des Fachausschusses für metallurgische Aus- und Weiterbildung der GDMB.
- "Recycling von Kupferwerkstoffen".Broschüre des DKI, www.kupferinstitut.de (kostenlos).
Einzelnachweise
- ↑ Die Bereitstellung der metallurgisch wertvollen Stoffe ist dabei Aufgabe des Bergbaus, oder angemessener anderer Techniken (Tagebau
- ↑ Vergleiche hierzu auch „Chirurg“, einer der etwas mit seinen Händen vollbringt
- ↑ Weiterführendes: Zedlersches Lexikon. Bd. 20, 1739/1740, Spalte 1255. Artikel Metallurgie. Ferner zum Bedeutungswandel von métallon: in Liddell/Scotts Wörterbuch sowie unter métallurgie in Dictionnaire de l'Académie française.
- ↑ Es gibt auch den selten gebrauchten, gleichbedeutend zu verstehenden Begriff Kupfersteinzeit für die früheste Phase der Kupferzeit.
- ↑ u. A. Wirtschaftsnachricht in FAZ Nr. 174, 2008
- ↑ Wirtschaftsnachricht in FAZ Nr. 214, 2008
- ↑ Zitierung des Präsidenten des Oberbergamtes Freiberg im Rahmen eines Beitrags (gez. PS. Dresden) „Rampenschlag“ für ein neues Bergwerk im Erzgebirge, FAZ Nr. 260 vom 8. November 2010, S. 16.
- ↑ "„Rot wie Blut, Grün wie Kupfer“ (Ulf von Rauchhaupt) und „Wie wir ungleich geworden sind.“ (Tilman Spreckelsen), zwei gut beblderte Beiträge mit einer Karte zur Ausbreitung der Metallurgie in Europa, siehe Näheres in FAS Nr. 7 vom 20. Februar 2011, S. 58/59 und im FAZ-Archiv.
- ↑ Zwar wird „Chalkos“ synonym für Bronze und Kupfer benutzt, Funde haben aber gezeigt, dass zumindest regional für Gegenstände, die zuerst aus reinem Kupfer gefertigt wurden (Leitfund: Kupferbeile), relativ bald wegen der größeren Härte etwa ab 2500 v. Chr. Bronze als nützlicher erkannt wurde. Vermutlich sind die ersten Bronzen eine Zufallsentdeckung gewesen, indem Zinnerz und Kupfererz zusammen erhitzt wurden.
- ↑ Erzmetall. 61, Nr. 3, 2008.
- ↑ „Solar World erhält Aufsuchungsrechte für Lithium “. in Economics, Technology and Science,ERZMETALL 64/2011, No3., S. 181
- ↑ FAZ Nummer 234 vom 8. Oktober 2011
- ↑ Elemente der Nummern 57-64 des periodischen Systems
- ↑ eingehender bei Holleman-Wiberg, Lehrbuch der Anorganischen Chemie, Verlag de Gruyter Berlin, Kapitel „Die Gruppe der seltenen Erdmetalle“
- ↑ „Verborgene Hausse bei Seltenen (sic!) Erden“, bes.London in FAZ Nr. 305/2010, S, 21
- ↑ „Chinas Politik macht seltene Erden teuer“, Bericht der F.A.Z. in Nr. 144 vom 24. Juni 2011, S.27
- ↑ F.A.Z. vom 3. Juli 2011,Nr. 153, S. 22 „Bedeutender Fund von seltenen Erden auf dem Meeresboden“ (nahe Hawai); ferner F.A.Z. vom 20. Juli 2011, Nr.166, S. N2: Uta Bilow "Begehrte Metalle im Tiefseeschlamm
- ↑ s. "Vergeudete Schätze" von Judith Lembke in FAZ Nr. 203 vom 1. September 2011, S.11
- ↑ Für eine Tonne Rohaluminium werden 4 t Bauxit, 0,5 t Kohle, aber 15.000 kWh elektrische Energie benötigt.
- ↑ Einen sehr informativen Vergleich der Herstellungsverfahren für Primärmagnesium gibt Michael Stelter et al. in „ERZMETALL/World of Metallurgie“, Jahrgang 64/2011, No.3,S. 151
- ↑ Damals (ein periodicum) 9/97, S. 33, Prof. Josef Eisinger (Physiologie, Biophysik): Im antiken Rom wurde dem Wein Blei zugesetzt und rief typische Krankheiten hervor. Das wirkte sich umso mehr aus, als ab der Kaiserzeit das Trinken von Wein in allen Schichten üblich war.
- ↑ Google alerts- Wirtschaftsdatendienst
- ↑ Berichte zum „Goslarer Tag der Metallurgie“, u. a.:
K. Hanusch: Metallurgie im Wandel- von der Vergangenheit in die Zukunft. 61, Nr. 2, 2008, ISSN 1613-2394, S. 69 (Beispiele Bleihütte Oker, Zinkhütte Harlingerode). - ↑ a b Stephan Hasse: Gießerei Lexikon. 17. Auflage. Schiele & Schoen, Berlin 2000, ISBN 3-7949-0606-3.
- ↑ Dazu ausführlicher in: Gemeinfassliche Darstellung des Eisenhüttenwesens. Verband deutscher Eisenhüttenleute, Düsseldorf.
- ↑ Die Trimet AG in Essen, 2010 Erzeuger von 500.000 t Alumium, als Primärerzeuger und bedeutender Recycler, sieht hier laut einem Bericht der FAZ vom 17. September 2011, Nr. 217, S. 117, "TRIMET hofft auf eine höhere Nachfrage nach Aluminium", bis 2020 einen Bedarf von einer Million t.
- ↑ siehe dazu unter Fußnote 17
- ↑ http://www.georgfischer.com
- ↑ dieser aus der chemischen Metallurgie kommende Begriff sollte nicht mit dem historiegeprägten der Kupfersteinzeit verwechselt werden
- ↑ Siehe Niedriglegierte Kupferwerkstoffe, Informationsdruck i8 des DKI
- ↑ Kartusch- oder Kartuschenmessing wird für Geschoßhülsen jeder Art und Größe, die außer dem Geschoß selbst auch die Treibladung enthalten verwendet.
- ↑ Zinkgewinnung. In: Arnold Fr. Holleman, Nils Wiberg, Egon Wiberg: Lehrbuch der anorganischen Chemie. Walter de Gruyter & Co, Berlin u. a. 2007, ISBN 3-11-017770-6, S.432.
- ↑ K. Weigel, R. Dreyer: Zinkoxid-Produktion, Markt und Anwendungsgebiete. In: Erzmetall. 61, Nr. 5, 2008.
- ↑ lt. Römpp Chemie-Lexikon. 9. Auflage. Thieme-Verlag, 1995.
- ↑ Die Angaben zu den weltweit vorhandenen Lithium-Vorkommen und der möglichen Jahresproduktion schwanken jedoch quellenabhängig beträchtlich. Über große Vorkommen soll Bolivien verfügen.
- ↑ siehe, auch zur Vertiefung Stefan Luidold, Helmut Antrekowitsch: Lithium - Rohstoffquellen, Anwendung und Recycling. In: Erzmetall. 63, Nr. 2, 2010, S. 68.
- ↑ Kobalt aus Afrika für deutsche Elektromobile. Wirtschaftsbeitrag in FAZ vom 8. März 2010. Nr. 56, S. 19.
- ↑ Römpp Chemie-Lexikon nennt u. a. sogar Verwendung als Moderator in der Reaktortechnik
- ↑ lt. Presseinformation des KTI (Karlsruher Institut für Technologie) vom 13. November 2009, wiedergegeben in Erzmetall. 63, Nr. 1, 2010, S. 45.
- ↑ Zitat Loriot, alias Vicco von Bülow: „früher war mehr Lametta“
- ↑ Rhein-Zeitung vom 22. August 2008.
- ↑ Erzmetall. 61, Nr. 4, 2008.
- ↑ HERO Premium-Feingussverfahren, TITAL Bestwig.
- ↑ aus Technology. In: Erzmetall. 63, Nr. 4, 2010, S. 220.
- ↑ WINDOWS Life. In: Focus Afrika. Nr. 1, 2008.
- ↑ Bis 1918 wurde in Deutschlands höchstgelegenem Bergwerk unter der Zugspitze molybdänhaltiges und daher kriegswichtiges Wulfenit oder Gelbleierz bis zur Erschöpfung des Vorkommens abgebaut.Zitiert aus GDMB News in ERZMETALL 2/2011, S.XVI
- ↑ "Welt" ist nicht explizit in der Quelle erwähnt aber schließbar."FAZ 2010-11-20"
- ↑ Refraktärmetalle – Schlüsselwerkstoffe für die High Tech Industry. In: Erzmetall. 61, Nr. 2, 2008., ferner zum Thema Gerhard Gille, Andreas Meier, in ERZMETALL 3/2011,S. 123, "Refractory Metals - Materials for Key Technologies and high Tech Applications
- ↑ Erzmetall. 61, Nr. 4, 2008. Kommentar: Rio Tinto erwartet ab 2010 aus einer neuen Anlage zur Molybdängewinnung eine Jahresproduktion von 4500 kg Rhenium.
- ↑ Die Markenbezeichnung OSRAM ist ein Kunstwort aus der ersten Silbe von Osmium und der letzten von Wolfram.
- ↑ lt. FAZ Wirtschaftsmitteilungen. Nr. 207, 2008.
- ↑ lt. FAZ Wirtschaftsmitteilungen. Nr. 193, 2008.
- ↑ lt. FAZ Wirtschaftsmitteilungen. Nr. 220, 2008.
- ↑ Metalle – Motor der Kommunikations- und Energietechnik. In: Erzmetall. 61, 2008.
- ↑ Hendrik Kafsack: EU wegen knapper Rohstoffe in großer Sorge. In: FAZ vom 20. November 2010, Nr. 271, S. 13. Online-Volltext.
- ↑ damit wird die allgemein vertretene Ansicht begründet, Silber sei heute weniger den Edelmetallen als den industriell genutzten Metallen zuzuordnen. FAZ Nr. 8, 2008.
- ↑ ein „Handy“ enthält zwar nur 24 mg Gold und 9 mg Palladium, aber 2006 wurden davon über 1 Milliarde verkauft, weiteren Zahlenangaben in Ulrich Grillo: NE-Metallindustrie – ökonomisch und ökologisch wertvoll. In: Erzmetall. 61, Nr. 3, 2008, S. 162 (PDF).
- ↑ FAZ v. 18. Juli 2008 meldet das Defizit für 2007 mit 480.000 Unzen bei weiter steigendem Bedarf und verringertem Angebot
- ↑ laut Börsennotiz stieg im Jahresverlauf 2008 der Preis für die Unze (31,1 g) auf > 9500 USD
Erzmetall. Nr. 4, 2008. - ↑ laut einer auf mining-technology 4/2010 bezugnehmenden Notiz in Erzmetall 63, Nr. 2, 2010, S. 97 untersagt Ungarn auf seinem Staatsgebiet die Cyanidlaugung und will dies im Zuge seiner EU-Ratspräsidentschaft auch europaweit durchsetzen.
- ↑ FAZ Nr. 8, 2008.
- ↑ FAZ Wirtschaftsmeldung vom 10. Mai 2010 ·Nr. 108· S.15
- ↑ Günther Fleischer: Nachhaltiges Produkt-Design zur Förderung der Verwendung von NE-Metallen. In: Erzmetall. 60, Nr. 6, 2007, ISSN 1613-2394, S. 332 f.
- ↑ Die RWTH Aachen unterhält ein damit befasstes „Institut für Aufbereitung“
- ↑ Prof. Dr.-Ing. Georg Rombusch in "Editorial", ERZMETALL 63/2010
- ↑ "Aurubis nimmt Anlagen von KSR Plus in Lünen offiziell in Betrieb"(nach Presseinformation vom 7. Juli 2011),ERZMETALL 64/2011, No.4, S.233
- ↑ "A new prozess of copper smelting with oxgen enriched bottom blowing technology", Zhisiang Cui, Dianbang Shen , Zhi Wang, Erzmetall 84/2011, No. 5, S. 254
- ↑ James E. Hoffmann: The worlds most complex metallurgy revisited. In: Erzmetall. 61, Nr. 1, 2008, S. 6 f.
- ↑ eine ausführliche Darstellung zum „Recycling von Kupferwerkstoffen“ gibt eine vom Deutsches Kupferinstitut herausgegebene Broschüre
- ↑ Ein global tätiger Erzeuger von Primäraluminium nennt für 2009 eine Steigerung des von ihm allein in Deutschland durch Recycling wiedergewonnenem Metalls um 40 % auf 280.000 t und sagt für 2010 sogar eine Million t voraus. Quelle: Presseinterview in FAZ Nr. 214 vom 15. September 2010, S. 14.
- ↑ Hierzu Beitrag von Michael Schwalbe, "Grundlagen und Möglichkeiten der Verarbeitung von höher kontaminierten Aluminiumschrotten",Vortrag vor dem Leichtmetallfachausschuß der GDMB am 20. September 2010,abgedruckt in ERZMETALL (ISSN 1613) 64/2011 No 3 May/June, S.157
- ↑ lt. FAZ vom 15. Januar 2010, S. 12, meldet eine Wirtschaftsnotiz „Aluminiumschrott wird knapp“. Man bezieht sich auf Angaben des VAR (Verband der Aluminiumrecycler), wonach China seine Schrotteinfuhren aus Europa im Jahr 2009 auf 550.000 t verdoppelt hat.
- ↑ Eine auf Automobilräder spezialisierte Gießerei hat einen täglichen Späneanfall von 30 t. Diese werden mit drei speziellen Späneschmelzöfen und einer gemeinsamen Stundenleistung von 1500 kg Flüssigmetall wieder in die Fertigung zurückgeführt und machen 30 % des Gesamtbedarfs an Flüssigmetall aus. Presseinformation vom 8. März 2010 aus Erzmetall 63, Nr. 3, 2010, S. 161 „Technology“.
- ↑ Erzmetall. 61, Nr. 1, 2008, S. 46.
- ↑ Erzmetall. 61, Nr. 4, 2008 (Presse-Information vom 24. Juni 2008).
- ↑ siehe auch unter Ofentechnik mit dortiger Fußnote zum SIMELT FSM Schaumschlackenmanager
- ↑ Andreas Jungmann, Andreas Schiffers: Dry processing and High Quality Apllications for Steel slag. In: Erzmetall - World of Metallurgy. 63, Nr. 1, 2010, S. 13f.
- ↑ Andrzej Chmielarz, "Zinc Smelting in Poland - Review of Industrial Operations",Vortrag vom September 2009, in ERZMETALL 63/2010, No.3, S. 142
- ↑ "Lead A Bright Future for the Grey Metal", David N. Wilson, ERZMETALL 64/2011, No, 4, S 196
- ↑ Massimo Mascagni: New Developments in Pb Batteries Recyling: How to Minimize Environmental Impact Reducing Production Costs. Erzmetall. 63, Nr. 5, 2010, S. 252.
- ↑ Presseinformation BERZELIUS vom 16. November 2009, wiedergegeben in Erzmetall, 63, Nr. 1, 2010, S. 40, „die Bleibatterie hat Zukunft“.
- ↑ "Fundamentals of Chlorination of Lead Oxide using Magnesium Chloride", Christane Scherf, André Ditze, ERZMETALL 64/2011, No.4, S.205
- ↑ dazu auch Abschnitt 3.3 „Edelmetalle“, .
- ↑ E. Rombach et al.: Altbatterien als sekundäre Rohstoffressourcen für die Metallgewinnung. In: Erzmetall.
- ↑ Erzmetall. 61, Nr. 5, 2008, S. 335.
- ↑ "Technologien zum Recycling von Hartmetallschrotten" (Teil 1,2), Th. Angerer, St. Luidold. H. Antrekowitsch, in ERZMETALl(s.a.a.O) Heft 1/2011,S.6 f. ibidem Heft 2 S.62
- ↑ „Thermisch mechanische Anreicherung von Indiumzinnoxid aus Displayeinheiten gebrauchter Flachbildschirme“. Anika Bihlmayer, Martin Völker in „Erzmetall, World of Metallurgy“, 64/2011, No. 2, S. 79
- ↑ R.Gillner et al. in Erzmetall 64/2011, No.5, S.260
- ↑ siehe auch bei Zeerleder, Düsseldorf 1953
- ↑ Recycling von Stahl wird umweltfreundlicher. In: Erzmetall - World of metallurgy. 61, Nr. 1, 2010, S. 102.
- ↑ ERZMETALL 4/2011, No.4, S.239, Franken Guss-Kitzingen BMU-Förderung eines Pilotprojektes.. (Wiedergabe einer Presseinformation vom 30. Mai 2011)
- ↑ siehe Heizleiterlegierungen
- ↑ Erzmetall. 61, Nr. 5, 2008, S. 333.
- ↑ für eine eingehende Darstellung siehe die Fachliteratur, unter anderem: Industrieofenbau. Vulkanverlag, Essen.
- ↑ Rudolf P. Pawlek: Fortschritte beim Umschmelzen und Gießen von Aluminium. In: Erzmetall. 61, Nr. 2, 2008.
- ↑ Die Angaben in diesem Abschnitt werden soweit neuere Zahlen vorliegen, diesen angepasst.
- ↑ Berichte der Wirtschaftsvereinigung Metalle, Berichte des DIW Berlin, Geschäftsberichte, Mitteilungen in Fachpresse und Frankfurter Allgemeine Zeitung.
- ↑ Rudolf Pawlek. Editorial Erzmetall 5/2010 „Aluminium im Jahre 2010“ (mit zeitbezogenen Zahlen zu Primärerzeugung und Recycling).
- ↑ Zahlenangaben für 2000, 2005 und 2006 kommen aus verschiedenen, nicht immer übereinstimmenden Quellen, sind durch die expansive Entwicklung in einigen Regionen der Welt (beispielsweise China), aber auch die Krise von 2008/2009 zum Teil obsolet geworden, geben aber wenigstens einigen Anhalt über weltweit erzeugte Mengen wichtiger Metalle sowie Erzeugung und Verbrauch in der BRD.
- ↑ FAZ für 2007
- ↑ Frankfurter Allgemeine Zeitung, 1. Oktober 2007.
- ↑ Zahlenquellen: IISI, Stahl-Zentrum, Unternehmen, Pressemeldungen
- ↑ FAZ meldet am 9. Januar 2009 im Wirtschaftsteil auf S. 11 unter „Das Ende der Stahlstatistik“ für Dezember 2009 eine leicht erholte Rohstahlproduktion von 3,03 Millionen t. Gleichzeitig wird mitgeteilt, dass die gesetzliche Verpflichtung zur Angabe von Produktionsziffern für die gesamte Stahlbranche mit Jahresende 2009 ausgelaufen ist.
- ↑ Quelle: 44th census of world casting production,Modern Casting Staff report 12/2010 S. 23 f.
- ↑ Presse-Info vom 14. September 2010 zitiert in Erzmetall. 63, Nr. 6, 2010,S. 331.
- ↑ und als vorläufigen Gesamtausstoß bei NE-Metallen und -Legierungen 1024.370 t. Neben Aluminiumguss wurden hier noch gezählt 30.700 t für Magnesiumguss, 93.350 t für Guss aus Kupfer und seinen Legierungen sowie 70.200 t für Zinkguss und 1892 t für „sonstige“.
- ↑ Erzmetall. Nr. 6, 2007: Rheinische Aluminiumhütte erhöht mit neuem Recyclingofen den Gesamtausstoß für die Walzbarrenfertigung um 50.000 auf 400.000 t/a.
- ↑ FAZ Nr. 71, 2008.
- ↑ Bauxit and Alumina Activities in 2007 to 2008, Report by R. Pawlek. In: Erzmetall. 61, Nr. 5, 2008.
- ↑ FAZ vom 20. November 2010, Hendrik Kafsack: EU wegen knapper Rohstoffe in großer Sorge. s. auch in FAZ vom 20. November 2010, Nr. 271, S. 13. Online-Volltext.
- ↑ Rüdiger Köhn, "Auf dem falschen Fuß", in FAZ Nr.207 vom 6. September 2011, S.22
- ↑ Christoph Hein: Australien sichert Japan Seltene Erden zu. In: FAZ vom 25. November 2010, Nr. 275, S. 12. Online-Volltext.
- ↑ lt. FAZ Wirtschaftsmitteilungen. Nr. 155, 5. Juli 2008.
- ↑ Ein einschlägiger Zulieferer teilt in der Presse („Borkener Zeitung“) mit, dass 2007 ein Umsatz von 225 Mio. € erzielt wurde.
- ↑ „Neue Wege in der Computertomographie und der Bauteilprüfung “,berichtet von j. Rosc, Th. Pabel, G.F. Geier, D. Habe, O. Brunke in „Giesserei Rundschau“ Jhg. 58, Heft 5/6 - 2011, S.98
- ↑ I.Stuke, O. Brunke, „InlineCT - Schnelle Computertomographie in der Massenfertigung“ ,ibidem S. 102
- ↑ lt. Erzmetall. 61, No. 4 und 5, 2008.
- ↑ dazu auch Praktika der RUB (Ruhr-Universität Bochum), Institut für Werkstoffe - Lehrgebiet Werkstoffprüfung
- ↑ "Entwicklung einer online-Sulfidanalytik in der Abwasserbehandlungsanlage einer Primärbleihütte", Anja Steckenborn,Urban Meurer, Erzmetall 5/2011, Nr.4 S.282
Weblinks
 Commons: Metallurgie – Sammlung von Bildern, Videos und Audiodateien
Commons: Metallurgie – Sammlung von Bildern, Videos und Audiodateien- Literatur zum Schlagwort Metallurgie im Katalog der DNB und in den Bibliotheksverbünden GBV und SWB
Institute
- IME Aachen / Metallurgische Prozesstechnik und Metallrecycling
- Fachgruppe Metallurgie und Werkstofftechnik RWTH Aachen
- IfG Institut für Gießereitechnik e. V.
- Lehrstuhl für Giessereikunde an der Montanuniversität Leoben
- Universität Duisburg; Institut für angewandte Materialtechnik
- Technische Universität Bergakademie Freiberg
- Technische Universität Clausthal (Harz)
- Max-Planck-Institut für Eisenforschung GmbH
Weitere Links
- Montanuniversität Leoben
- Verein deutscher Giessereifachleute VDG
- Gesellschaft für Bergbau, Metallurgie, Rohstoff- und Umwelttechnik e. V.
- Verein Deutscher Eisenhüttenleute VDEh
- Informationen über Stahl für Metallografen
- Wirtschaftsvereinigung Metalle
- Gesamtverband der Aluminiumindustrie
- Deutsches Kupferinstitut (DKI), Düsseldorf
- Deutsche Gesellschaft für Materialkunde e. V.
- Rohstoffpreise für Industriemetalle


Dieser Artikel wurde am 31. Dezember 2007 in dieser Version in die Liste der exzellenten Artikel aufgenommen. Kategorien:- Wikipedia:Exzellent
- Metallurgie













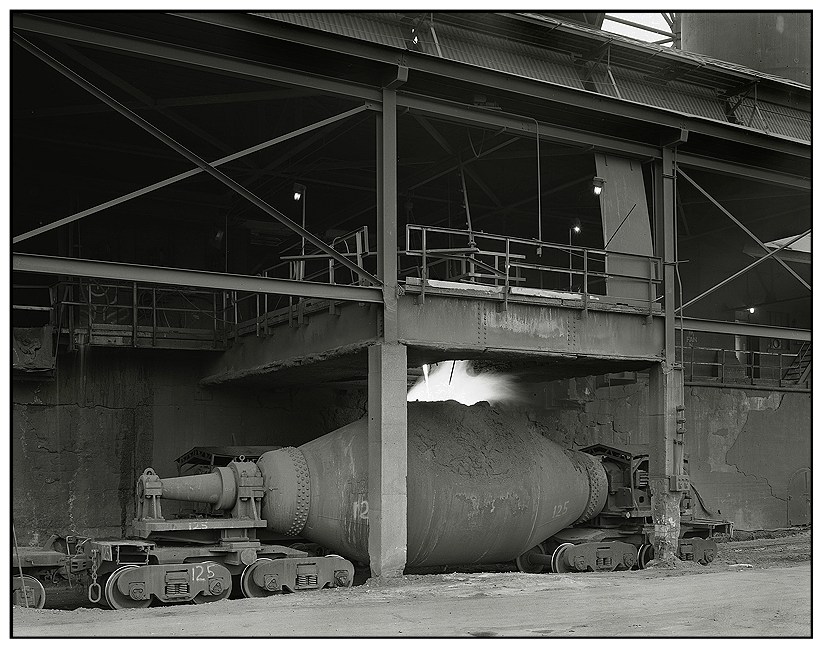
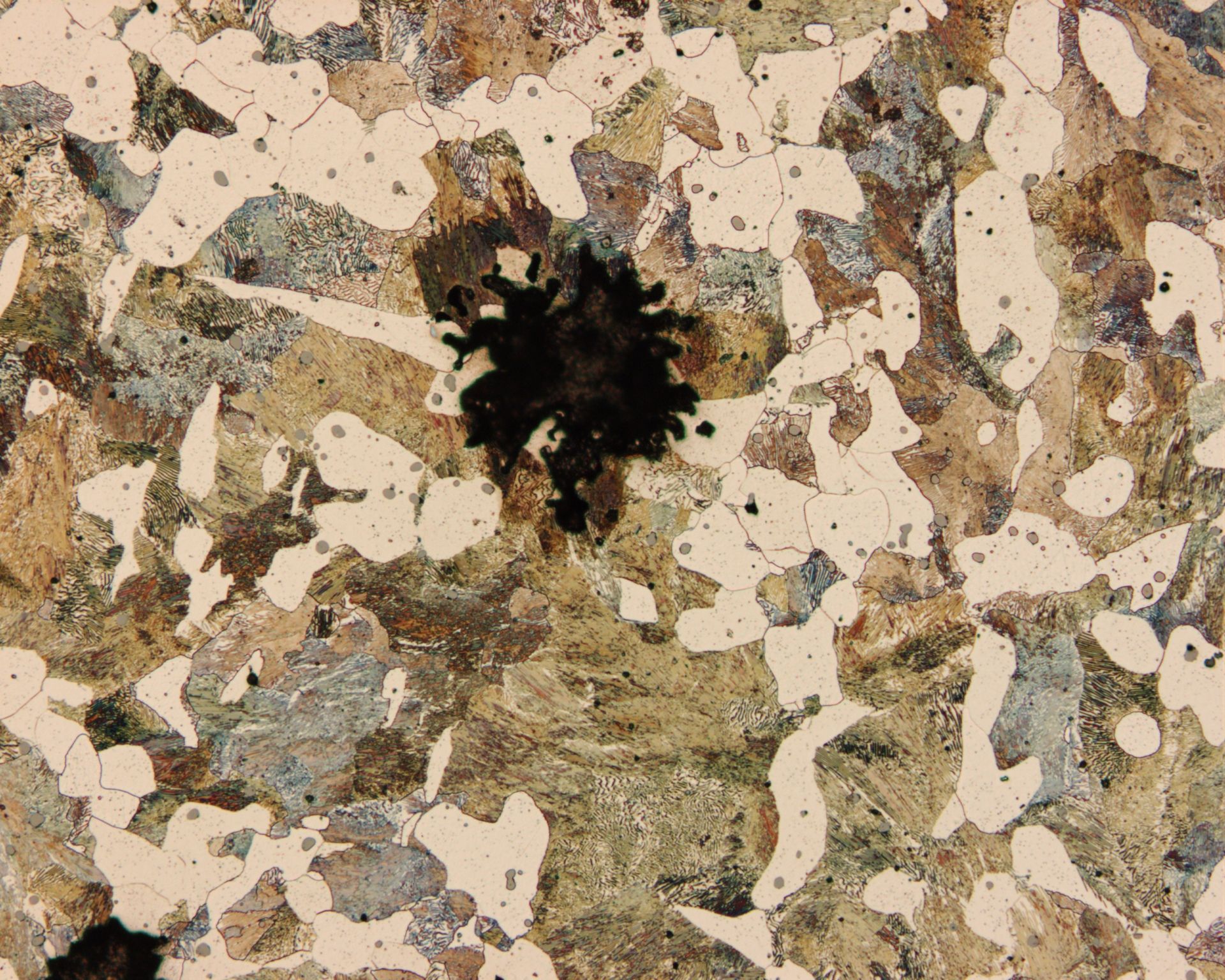




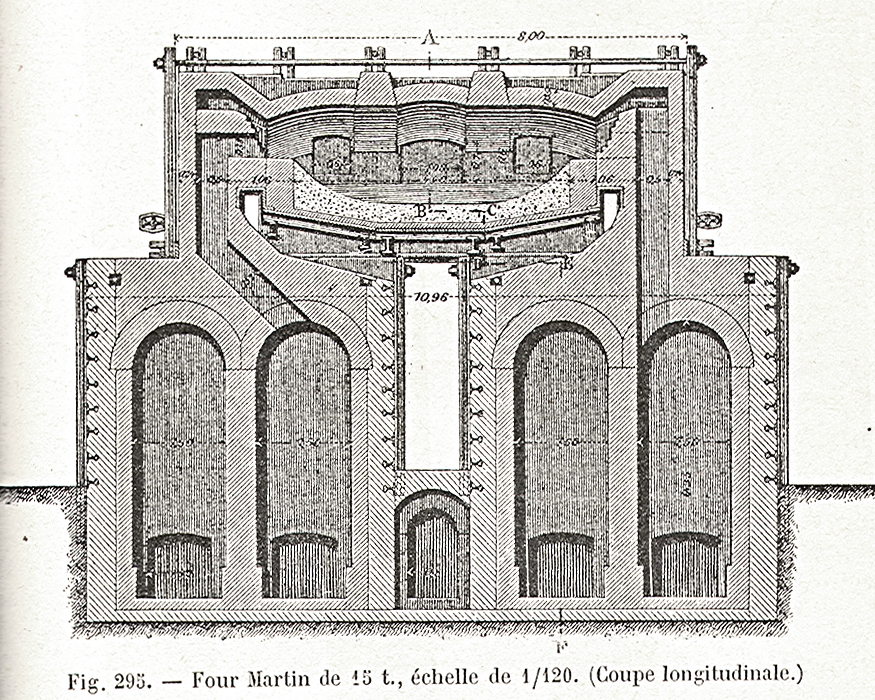


Wikimedia Foundation.