- Biegezentrum
-
 Biegezentrum RAS MULTIBEND-CENTER
Biegezentrum RAS MULTIBEND-CENTER
Ein Biegezentrum biegt Bleche vollautomatisch. Häufig eingesetztes Biegeverfahren ist das Schwenkbiegen.
Inhaltsverzeichnis
Beladen der Platinen
Ein Biegezentrum wird mit gestanzten oder gelaserten Platinen manuell oder automatisch beladen. Beim manuellen Beladen legt ein Bediener das Blech auf einen Ausrichttisch des Biegezentrums. Beim automatischen Beladen gibt es je nach Einbindung des Biegezentrums in den Fertigungsfluss verschiedene Verfahren: Beladen mit Portal-Saugersystemen, Beladen mit Roboter, Beladen durch Anheben der Platinen-Vorderkante und anschließendem Einziehen des Blechs mittels Greiferzangen (PlatinenFeeder). Die Platinen können beispielsweise als gestanzetes Blechpacket, als Einzelbleche oder von einem Regallagersystem bereitgestellt werden.
Ausrichten der Platinen
Auf dem Ausrichttisch wird das Blech hauptzeitparallel ausgerichtet, so dass es der Biegezelle lagerichtig zugeführt werden kann. Zum Ausrichten verwendet man Schiebersysteme oder berührungslose optische Mess-Sensoren, die die Lage der Platine erfassen. Beim optischen Vermessen wird der Lageversatz beim Transport der Platine in das Biegezentrum kompensiert.
Werkzeugaufbau
 Automatischer Werkzeugwechsler
Automatischer WerkzeugwechslerEin automatisches Werkzeugwechselsystem baut die Werkzeuge, passend zur Biegeteilgeometrie auf. Moderne Biegezentren nutzen hierfür Rechenalgorithmen, um die Wechselstrategien eigenständig und ohne Programmieraufwand zu ermitteln. Bei manchen Biegezentren kann man zusätzlich zur Aufbaulänge der Oberwangenwerkzeuge auch die Biegewangenwerkzeuge auf die benötigte Länge anpassen. Dies ist notwendig beim Biegen in Blechausschnitten, bei schrägwinklig zulaufenden Platinen und bei nach innen versetzten Biegungen.
Hauptmanipulator
Ein Hauptmanipulator bewegt das vermessene Blech auf die Biegelinie. Er verschiebt das Blech, um die exakten Schenkelmaße zu erzielen und dreht die Platine auf die zu biegende Seite des Blechs.
Biegezelle
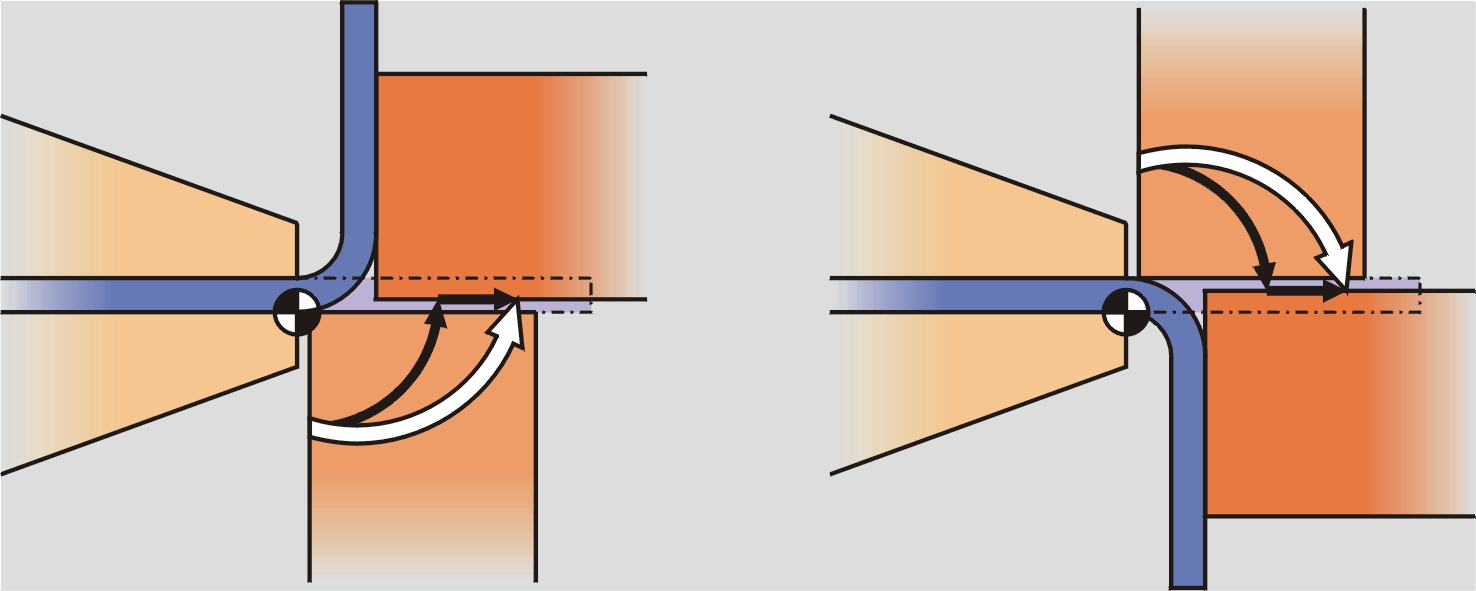
 Biegen nach oben und nach unten
Biegen nach oben und nach untenIn der Biegezelle spannen die vorher durch den Werkzeugwechsler automatisch aufgebauten Oberwangenwerkzeuge das Blech gegen die Unterwange. Die Biegewange schwenkt auf den programmierten Winkel und biegt das Blech in die gewünschte Form. Manche Biegezentren setzten hierbei das Schwenkbiegeverfahren ein, andere verwenden das technisch anspruchsvollere Rollbiege-Verfahren. Die Biegewange von Biegezentren kann das Blech nach oben (positiv) oder nach unten (negativ) umformen. Somit entfällt beim Wechsel der Biegerichtung, dass das Blech gewendet werden muss. Der komplette Biegezyklus aller Biegungen am Blech kann damit automatisch und ohne Bedienereingriff ablaufen.
Gebogene Fertigteile
 Entsorgung der fertigen Biegeteile mittels Roboter
Entsorgung der fertigen Biegeteile mittels RoboterDas Biegezentrum stößt das fertig gebogene Blechteil automatisch aus. Dieses Ausschleusen kann zurück zur Einschleusstation (bei manuellem Beladen zurück zum Bediener) oder im Durchlaufprinzip auf die andere Maschinenseite erfolgen. Dort kann das Fertigteil auf einem Puffertisch zur manuellen Entnahme bereitgestellt werden oder durch nachgeschaltete System (Roboter, Transportsystems, etc) weiter gefördert werden.
Biegeformen
Ein Biegezentrum kann folgende Biegeformen vollautomatisch erstellen:
-
- nach oben und unten biegen
- Bleche mit empfindliche Oberflächen kratzfrei umformen
- geschlossene Profile biegen
- nach innen versetzte Biegungen herstellen
- Biegungen in Fensterausschnitten ausführen
- Radien jeder Größe biegen
- geschlossene oder offene Umschläge fertigen
- Schweißlappen biegen
- kleine Absetzungen erzeugen
- extrem kurze Schenkel biegen
- kleine Hutprofile herstellen
- Biegungen nahe der Blechmitte erzeugen
- Biegeteile herstellen mit einer negative Biegung an einer Seite
- schrägwinklige Biegeteile umformen
-



Wikimedia Foundation.