- Temperguss
-
Temperguss (lat. temperare-mäßigen) ist ein Eisen-Kohlenstoff-Werkstoff, der anders als bei anderen Gusseisensorten, aufgrund seiner chemischen Zusammensetzung und des Erstarrungsvorganges nach dem metastabilen System des Eisen-Kohlenstoff-Diagrammes, graphitfrei erstarrt und der vorerst harte, spröde Temperrohguss in der Gussform entsteht. Eine anschließende Wärmebehandlung, das Tempern, bewirkt eine Gefügeumwandlung. Der Zementit im Gussgefüge wird erst nach besonders langer Glühzeit zum Zerfall gebracht. Der dabei entstehende Graphit wird als Temperkohle bezeichnet und zeichnet sich durch seine charakteristische Knöllchenform aus. Durch diese Gestalt unterbrechen die Temperkohleflocken den Zusammenhang der metallischen Grundmasse nicht so ungünstig und kerbartig wie die Graphitlamellen im Gusseisen mit Lamellengraphit. Das ist der Hauptgrund, warum Temperguss bessere mechanische Eigenschaften als normales Gusseisen mit Lamellengraphit aufweist und daher als zäh und gut bearbeitbar bezeichnet werden kann. Anhand des Bruchaussehens wird der Temperguss in schwarzen und weißen Temperguss unterteilt.
Inhaltsverzeichnis
Temperrohguss
Das Gefüge des Temperrohgusses besteht aus Perlit und Ledeburit. Es wird durch die Einstellung der chemischen Zusammensetzung in Abhängigkeit von der Wanddicke der zu gießenden Teile erreicht. Für alle Tempergusssorten ist die Summe des Gehaltes von Kohlenstoff und Silizium von 3,7 bis 3,8 Prozent maßgebend. Bei hohen Siliziumgehalten und in starken, langsam abkühlenden Teilen kommt es häufig bereits bei der Erstarrung zur Graphitausscheidung. Diese nesterartig angeordneten Lamellen führen zum Faulbruch. Die Abstichtemperatur hat derart Einfluss auf das Makrogefüge, dass je höher sie liegt, desto mehr arteigene oder Fremdkeime aufgeschmolzen werden und die Schmelze somit exogen erstarrt. Auch hohe Gehalte an Kohlenstoff (2,6%) bewirken eine exogene Erstarrung des Primäraustenits.
Weißer Temperguss
Normung
Der weiße Temperguss ist in der DIN 1692 (alt) und in DIN EN 1562 (neu seit 09.97) genormt. Der alte Kurzname lautet GTW und der neue lautet GJMW. Das Kurzzeichen besteht aus (EN-) GJ für Gusseisen, M für (malleable cast iron: Glüheisen) und W für (white: weiß), unter anderem müssen mechanische Eigenschaften und/oder chemische Zusammensetzung dem Kurzzeichen beigefügt werden. Wenn erforderlich können zusätzliche Anforderungen angegeben werden, z.B. EN-GJMW-350. In der DIN EN 1562 sind fünf Sorten erfasst:
Kurzzeichen *** Nummer Probendurchmesser mindest Zugfestigkeit Rm mindest Dehnung A3,4 mindest Dehngrenze Rp0,2 EN-GJMW-350-4 (GTW-35-04) EN-JM1010 6 mm 270 N/mm2 10 % ka * 9 mm 310 N/mm2 5 % ka 12 mm 350 N/mm2 4 % ka 15 mm 360 N/mm2 3 % ka EN-GJMW-360-12 (GTW-S38-12) ** EN-JM1020 6 mm 280 N/mm2 16 % ka * 9 mm 320 N/mm2 15 % 170 N/mm2 12 mm 360 N/mm2 12 % 190 N/mm2 15 mm 370 N/mm2 7 % 200 N/mm2 EN-GJMW-400-5 (GTW-40-05) EN-JM1030 6 mm 300 N/mm2 12 % ka * 9 mm 360 N/mm2 8 % 200 N/mm2 12 mm 400 N/mm2 5 % 220 N/mm2 15 mm 420 N/mm2 4 % 230 N/mm2 EN-GJMW-450-7 (GTW-45-07) EN-JM1040 6 mm 330 N/mm2 12 % ka * 9 mm 400 N/mm2 10 % 230 N/mm2 12 mm 450 N/mm2 7 % 260 N/mm2 15 mm 480 N/mm2 4 % 280 N/mm2 EN-GJMW-550-4 (GTW-55-04) EN-JM1050 6 mm ka ka ka * 9 mm 490 N/mm2 5 % 310 N/mm2 12 mm 550 N/mm2 4 % 340 N/mm2 15 mm 570 N/mm2 3 % 350 N/mm2 - * Aufgrund von Schwierigkeiten bei der Bestimmung der Dehngrenze an kleinen Proben müssen die Werte und die Messmethode zwischen Hersteller und Käufer vereinbart werden.
- ** zum Schweißen am geeignetsten
- *** Angaben in Klammern nach alter DIN 1692
Chemische Zusammensetzung
Richtlinien der chemischen Zusammensetzung des Temperrohgusses
- Kohlenstoff: 2,8 % - 3,4 % (relativ hoch)
- Silicium: 0,4 % - 0,8 % (relativ wenig)
- Mangan: 0,4 % - 0,6 %
- Schwefel: 0,12 % - 0,25 %
- Phosphor: 0,1 %
Kohlenstoff und Silicium müssen so aufeinander abgestimmt sein (die Summe von Kohlenstoff und Silicium sollte 3,8 % nicht übersteigen), dass auch die stärksten Querschnitte eines Tempergussstückes nach der Erstarrung ein weißes, graphitfreies Gefüge aufweisen.
Herstellung (Tempern)
Um einen weißen Temperguss zu erhalten, wird der Temperrohguss (untereutektisches weißes Gusseisen) geglüht („Glühfrischen“). Dies macht man um den Kohlenstoffanteil im Gussstück weitestgehend zu senken. Dadurch wird das Gussstück im Randbereich etwas zäher. Der Rohguss wird bei 1000°C ca. 60-120h in einer oxidierenden Atmosphäre geglüht (im Gasstrom getempert). Dabei laufen folgende Reaktionen ab:
- Reaktion 1 (im Inneren des Gussteils):
- Fe3C → 3Fe + C
- Reaktion 2 (an der Oberfläche des Gussteils):
- C + O2 → CO2
- Reaktion 3 (eigentliche Entkohlung – selbstlaufender Prozess)
- CO2 + C → 2CO dazu kommt jetzt wieder O2 + 2CO → 2CO2
Der Zementit (Fe3C) des Gussstückes zerfällt in der ersten Reaktion in drei Eisen- und ein Kohlenstoffatom. Dieser Kohlenstoff reagiert an der Gussoberfläche mit dem Sauerstoff und wird dadurch dem Gussteil entzogen (Reaktion 2). Im Zuge des Bestrebens um einen Konzentrationsausgleich diffundiert weiter der Kohlenstoff aus dem Guss, an den Rand des Gussstückes und verbindet sich mit dem Sauerstoff der umgebenden Luft, dadurch findet eine allmähliche Entkohlung des Werkstückes statt (Reaktion 3). Gleichzeitig ballt sich der restliche Kohlenstoff im Kern des Gussstückes zu Temperkohleknöllchen zusammen. Die Entkohlung des Werkstückes ist stark abhängig von der Dauer des Tempervorgangs und von der Wanddicke des Gussstückes. Eine gleichmäßige Entkohlung entsteht nur bei einer Wanddicke von 2-3 mm, bei dickeren Gussstücken findet nur eine Randentkohlung und ein Zerfall des Zementits (Fe3C) zu Eisen und Temperkohle statt.Gefügeausbildung
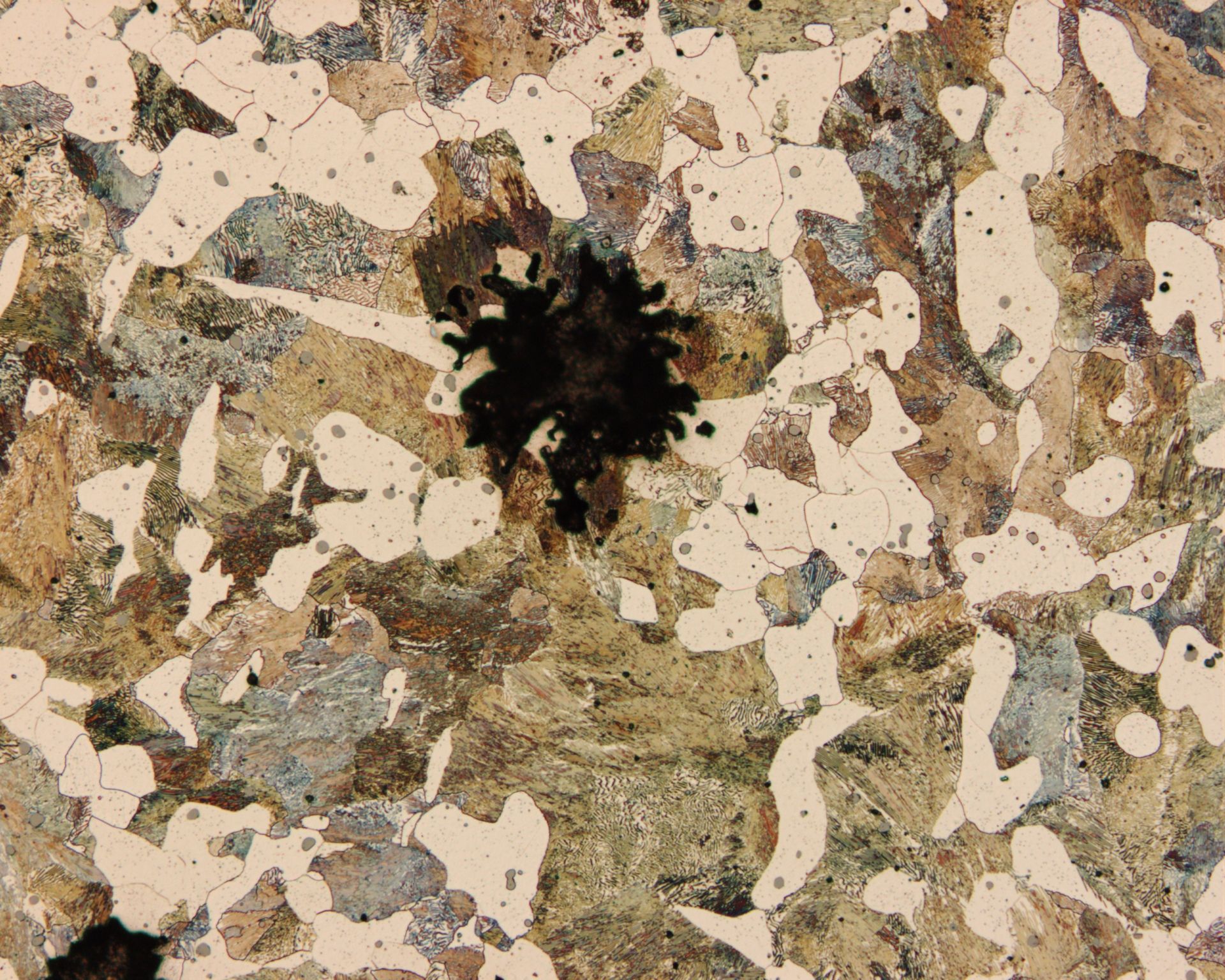
 Weißer Temperguss V=100:1
Weißer Temperguss V=100:1
Das Gefüge des weißen Tempergusses, bei Wanddicken unter 3 mm, besteht einer ferritischen Grundmatrix und ganz wenig bzw. keine Temperkohleknöllchen (in der Mitte). Bei Wanddicken über 3 mm teilt sich das Gefüge des weißen Tempergusses in drei Bereiche auf:
- Die entkohlte Randzone, bestehend aus Ferrit. Die Oberfläche enthält oft einen mit Oxiden durchsetzten Saum.
- Der Übergangsbereich, bestehend aus einer ferritisch-perlitischen Grundmatrix und einigen Temperkohleknöllchen.
- Die Kernzone, bestehend aus einer perlitischen Grundmatrix und Temperkohleknöllchen.
Die Entkohlungstiefe wird durch eine mitgeglühte Keilprobe ermittelt. Ihr metallografischer Anschliff gibt Aufschluss über die Gefügeausbildung. Bei unsachgemäßem tempern können Gefügefehler auftreten. Zum Beispiel können die Grafitnester zu s.g. „Faulbruch“ führen, sie sind schon im Rohguss entstanden. Es kann auch eine Rückentkohlungserscheinung auftreten, dabei scheiden sich am Rand Carbide am Ferrit ab, in Form von Sekundärzementit, evt. Ledeburit.
Eigenschaften und Verwendung
Tempergusswerkstoffe sind aufgrund des Verfahrensablaufs bei der Gussstückfertigung bevorzugt. Die Begrenzung des Stückgewichts von wenigen Gramm bis 100 Kilogramm ist herstellungsbedingt. Ebenso die maximale Wanddicke von 20-30 mm. Die Zugfestigkeit steigt mit der Wanddicke da der Perlitanteil zunimmt. Durch entsprechende Vergütungsbehandlungen werden die qualitätsbestimmenden Eigenschaften mit großer Genauigkeit und hoher Gleichmäßigkeit eingestellt. (z.B. enge härteste Bereiche, gute Zerspanbarkeit, hohe Festigkeit und gute Vergießbarkeit, zudem schweißbar und verzinkbar). Die Eigenschaften des weißen Tempergusses sind abhängig von der Wanddicke. Sie sind aufgeteilt nach:
- mechanischen Eigenschaften wie:
- gute Bruchdehnung (Wanddickenabhängig)
- gute Zugfestigkeit (steigt mit dem Perlitanteil)
- gute Schwingfestigkeit
- gut schmiedbar, verformbar
- hohe Zähigkeit
- physikalischen Eigenschaften wie:
- gute Zerspanbarkeit
- gutes Schweißverhalten
- gut verzinkbar
- hohe Oberflächengüte
- gute Korrosionsbeständigkeit (durch Oxidschichten an der Randzone)
- lässt sich thermochemisch härten (Einsatzhärten)
Anwendung
Dünnwandige Gussteile von guter Schwingfestigkeit für spanende Bearbeitung auf Transferstraßen; aufgrund der Duktilität wird er für Bauteile verwendet, die dynamischen Beanspruchungen (schwingend oder stoßartig) ausgesetzt sind und hohen mechanischen Kräften widerstehen müssen (Fahrwerks- und Lenkungsteile von Kraftfahrzeugen, dokumentationspflichtige Sicherheitsbauteile, Stell- und Befestigungselemente für den Schaltungsbau); Fittings und Armaturen für den Rohrleitungsbau¸ zahlreiche Bauteile für die Elektroindustrie aufgrund der thermischen, elektrischen und magnetischen Eigenschaften; tragende Elemente von Hochspannungs- und Freileitungen; Schalt-, Steuer- und Getriebeelemente im Maschinen- und Landmaschinenbau; aufgrund der guten Vergießbarkeit sowie der Möglichkeit von sehr dünnwandigen Konstruktionen mit reproduzierbarer Genauigkeit sind zu erwähnende Eigenschaften; Für die Herstellung von Schlössern und Beschlägen; Werkstücke aus Temperguss bieten vielfältige Möglichkeiten bestimmte Eigenschaften gezielt in den Bauteilbereich zu schaffen in dem sie benötigt werden (hat viele andere Werkstoffe ersetzt).
Schwarzer Temperguss
Normung
Der schwarze Temperguss ist ebenfalls in DIN EN 1562 genormt. Die alte Kurzbezeichnung GTS wurde ebenfalls ersetzt und lautet GJMB, GJ steht hierbei für Gusseisen, M für "malleable cast iron" (Glüheisen) und B steht für "Black" (schwarz).
Chemische Zusammensetzung
Der Temperguss hat allgemein eine untereutektische Zusammensetzung. Aufgrund der metastabilen Erstarrung des Temperrohgusses liegt der Kohlenstoff in gebundener Form als Zementit (Fe3C) vor und ist somit graphitfrei. Der Temperrohguss besitzt ein silberweißes Bruchgefüge und ist hart und spröde und ist dadurch für die technische Verwendung praktisch ungeeignet. Durch das Tempern zerfällt der Zementit und löst sich im Grundgefüge, das bei Glühtemperatur aus Austenit besteht, auf. Das schmelzflüssige Eisen, dass zur Herstellung von schwarzem Temperguss verwendet wird hat folgende Zusammensetzung:
- Kohlenstoff: 2 – 2,9 %
- Silizium: 1,2 – 1,5 % (relativ hoch)
- Mangan: 0,4 – 0,6 %
- Schwefel: 0,12 – 0,18 %
- Phosphor: ca. 0,1 %
Der Kohlenstoffgehalt ist geringer und der Si–Gehalt höher als beim weißen Temperguss.
Herstellung
Zur Herstellung wird zunächst Roheisen, Stahlschrott, Ferrolegierungen und Kreislaufmaterial (vom Gieß – und Anschnittsystem der Gussstücke) zum Vorschmelzen in den (mit Heißwind) Kupolofen geführt. Zur Einstellung der benötigten Gießtemperatur und der chemischen Zusammensetzung wird der Lichtbogenofen oder Induktionsofen nachgeschaltet (Duplexverfahren). Beim Tempern wird bei neutraler Atmosphäre in zwei Stufen geglüht. Aufgrund der neutralen Atmosphäre wird hierbei das Gusseisen nicht entkohlt. Der Zementit zerfällt infolge des hohen Kohlenstoffs – und Siliziumgehalts vollständig in Ferrit und Temperkohle: Fe3C → 3Fe + C.
Die Temperkohle entsteht durch das Ausscheiden des elementaren Kohlenstoffes beim Glühen in Form von Knoten oder Flocken. Das Erscheinungsbild dieser Knoten hängt von dem Mangan–Schwefel–Verhältnis ab. Dadurch erreicht der Werkstoff stahlähnliche Eigenschaften der Duktilität. Die erste Stufe dieser Wärmebehandlung wird auch 1. Graphitisierungsstufe genannt. Eutektische Carbide zerfallen und lösen sich bei 940 °C – 960 °C in einer Zeit von ca. 20 h im Grundgefüge (Austenit). Dabei scheidet sich auch elementarer Kohlenstoff, wie oben erwähnt, als Temperknoten aus. Das Gefüge besteht nun aus Austenit und Temperkohle.
Bei der zweiten Stufe, die man auch als 2. Graphitisierungsstufe bezeichnet, wird das Grundgefüge bestimmt. Um die zweite Stufe einzuleiten wird die Temperatur auf ca. 800 °C abgesenkt. Wird nun langsam (mit 3 – 5 °C pro h) zwischen 800 – 700 °C abgekühlt oder mehrere Stunden zwischen 760 und 680 °C die Temperatur gehalten, so erfolgt eine stabile eutektoide Umwandlung. γ → α + C Der Kohlenstoff hat somit die Möglichkeit aus dem Austenit zu der bereits bestehenden Temperkohle zu diffundieren und dessen Bestandteil zu werden. Das Gefüge besteht dann aus Ferrit (Matrix) und Graphit und eventuellen Resten des Perlits. Die Temperkohle ist über den gesamten Querschnitt der Probe gleichmäßig verteilt. Der Werkstoff ist sehr weich und besteht aus Ferrit und Graphit. Bsp.: GJMB – 350 Bei der schnellen Abkühlung zwischen 800 – 700 °C an der Luft wird der eutektoide Bereich schnell durchlaufen und es entsteht ein eutektoid metastabil erstarrtes Gefüge aus Perlit.
Durch sehr schnelles Abkühlen entsteht ein martensitisches Gefüge. Nach dem Tempern kann noch angelassen werden. Bei beispielsweise 600°C entsteht GJMB – 700, bei 700 °C GJMB – 450. Bei 620 °C wird der Perlit eingeformt (globularer Zementit).
Kennzeichnend für schwarzen Temperguss ist, dass das Gefüge bis auf eine schmale Randzone von 0,2 mm Tiefe ohne Temperkohle auf Grund der nichtentkohlenden Glühung wanddickenunabhägig ist.
Gefügeausbildung
In der ersten Glühstufe zerfällt der Zementit des Ledeburits, bei 950 °C zu Austenit und Temperkohle. Während der zweiten Glühstufe zerfällt der Austenit zu Ferrit und Temperkohle. Das Grundgefüge hängt von der Abkühlungsgeschwindigkeit im eutektoiden Bereich ab.
- Ferritisches Grundgefüge
- Durch langsames Abkühlen zwischen 700 - 800 °C (Genaueres s. Herstellung) findet die eutektoide Umwandlung unter stabilen Bedingungen statt. γ → α + C
- Der Ferrit bildet die Matrix, und die Temperkohle liegt gleichmäßig verteilt vor, wenn in allen Bereichen der Probe in etwa dieselben Abkühlungsbedingungen galten. Je weniger Mangan und Schwefel vorhanden sind, um so kompakter ist die Temperkohle ausgebildet. Mangan und Schwefel hindern den Graphit daran zu Kugeln zu diffundieren, woraus die zerklüftete und knotenförmige Ausbildung der Temperkohle folgt.
- Perlitisches Grundgefüge
- Durch das Erwärmen auf 700 - 800 °C,schnelles Abkühlen (vorangegangenes Abschrecken s. Herstellung) erstarrt der Werkstoff metastabil zu Perlit. γ → α + Fe3C. Hier bildet der Perlit das Grundgefüge. Auch bei dieser Erstarrung kann die Temperkohle unterschiedlich ausgebildet sein.
- Martensitisches Grundgefüge
- Bei sehr schneller Abkühlung entsteht das martensitische Gefüge. Die Diffusion wird durch die sehr hohe Abkühlungsgeschwindigkeit unterdrückt. Durch den teilweisen Zusammenfall des Raumgitters entsteht ein durch den Kohlenstoff verzerrtes und verspanntes Gitter, es entsteht Martensit. Das Vergütungsgefüge entsteht durch das Anlassen des martensitischen Gefüges oder durch gesteuerte Abkühlung auf dieses Gefüge.
- Mischgefüge
- Es können auch ferritisch-perlitische Gefüge entstehen. Das geschieht, wenn die eutektische Erstarrung teilweise stabil und metastabil stattfindet. Schmelze → γ + C (stabil) und Schmelze → γ + Fe3C (metastabil).
Die eutektoide Umwandlung verläuft wieder metastabil. Zu erwarten ist ein Gefüge mit je nach Abkühlungsgeschwindigkeit unterschiedlich viel Perlit- und Ferritanteil und Temperkohle. Die Temperkohle kann unterschiedliche Formen, Größen und Anordnungen besitzen.
Eigenschaften und Verwendung
 Rohrfitting aus schwarzem Temperguss (GJMB)
Rohrfitting aus schwarzem Temperguss (GJMB)Im Allgemeinem besitzt schwarzer Temperguss eine gute Gießbarkeit, weiter ist er leichter zerspanbar als GJMW, härtbar, vergütbar und oberflächenhärtbar ( für Flamm- und Induktionshärtung).Er findet unter anderem seine Anwendung für Kolben, Zahnräder, Triebswerkteile und dickwandige Bauteile, wie zum Beispiel Motorgehäuse.
- Ferritischer GJMB-350
- Dieses Gefüge weist zwar eine mäßige Zähigkeit auf, hat aber eine gute Dehnbarkeit und eine ausgezeichnete Zerspanbarkeit. Dieser Werkstoff wird dort eingesetzt ,wo Ansprüche an die Zerspanbarkeit gegeben sind. Er ist für thermophysikalische Härtungen nach einer Doppelerwärmung geeignet. Die Härte des Werkstoffes entspricht ≤ 150 HB 30, das entspricht ≤ 160 HV10
- Perlitischer GJMB-450
- Dieser Werkstoff hat eine bessere Festigkeit und ähnliche Zähigkeit, wie GJMB-350.Härten bis 600HV10 ist nach einer vorangegangenen Doppelerwärmung möglich. Die Härte des Werkstoffes entspricht 150 - 200 HB 30, das entspricht 160 – 210 HV10
- GJMB-550
- Die Zerspanbarkeit dieses Werkstoffes ist nicht so gut wie die der vorangegangenen Gefüge. Vergleicht aber dieselbe mit der eines Schmiedestahls gleicher Festigkeit, so ist sie hervorragend. Hier ist sogar eine thermophysikalische Härtung möglich ohne eine vorherige Doppelerwärmung. Die Härte des Werkstoffes entspricht 180 - 230 HB 30, das entspricht 190 – 240 HV10
- GJMB-650
- Hier ist vorwiegend die Festigkeit gefragt. Dieses Werkstück hat kurzbrüchige Späne. Es kann alternativ für Schmiedestähle eingesetzt werden. Die Härte des Werkstoffes entspricht 210 - 260 HB 30, das entspricht 220 – 270 HV10
- GJMB-700 Vergütungsgefüge
- Dieselben Eigenschaften und Verwendungen wie bei GJMB-650. Die Härte des Werkstoffes entspricht 240 - 290 HB 30, das entspricht 250 – 300 HV10

Wikimedia Foundation.